G- и M-коды для станков с ЧПУ – просто о сложном
Станочные комплексы с CNC используют для работы множество ПО. Однако руководить оборудованием можно с помощью одного и того же управляющего кода. Это буквенно-цифровой язык ISO 7-bit. Основывается на международных стандартах ISO и EIA.
- Что такое G- и M-функции для CNC?
- G- и M-коды для программирования станков с ЧПУ – что это?
- G-функции для станков ЧПУ
Что такое G- и M-функции для CNC?
Большинство изготовителей систем ЧПУ описывают основные параметры с помощью стандартов ISO, но часто в своем оборудовании отступают от правил, чтобы расширить возможности систем.
Японские компании в своих системах ЧПУ FANUC широко раскрывают потенциал использования G- и М-кодов. Их оборудование одним из первых заработало на языке ISO 7-bit. Сейчас это самые распространенные пульты в мире.
G-коды настраивают СЧПУ на определенное действие. М-коды – вспомогательные, управляют режимами работы оборудования. Чтобы инструмент двигался по прямой траектории, вносится команда G01. А если необходимо заменить рабочий орган, используется код М06.
G- и M-коды для программирования станков с ЧПУ – что это?
Настройки оборудования с CNC пишутся на различных языках, но набора основных G- и М-команд достаточно, чтобы создать УП.
G-code (NC-код)
G-функция – язык программирования, осуществляет подготовительные функции для работы станка по управлению осевым перемещением инструмента.
«ИСО 7-бит» создан компанией EIA в 60-х гг. прошлого столетия, а доработан спустя 20 лет. G-код утвержден как стандарт ISO 6983-1:2009, в СССР – как ГОСТ 20999-83. Код записывает информацию на восьмидорожечной перфоленте и кодирует 128 символов.
Справка: многие производители дорабатывают код по-своему, и отличия от базового можно посмотреть в инструкции к конкретной системе управления.
В программе, написанной на языке ISO 7-bit, все команды формируют кадры – совокупности из одной или нескольких команд. Первый кадр состоит из единственного знака – «%». Иногда такой символ стоит и в последнем кадре. Так программа отделяет кадры друг от друга. Остальным присваиваются номера, а оканчиваются они знаком CR/LF – перевод строки. Чтобы завершить программу, вводится команда M02 или M30.
Комментарии пишутся в круглых скобках и несут конкретную информацию:
- время и дата создания программы;
- номер чертежа;
- материал заготовки;
- размеры инструмента;
- данные о рабочей области;
- название технологических операций.
Примечание: СЧПУ не считывает текст в круглых скобках.
Чаще всего список кодов в кадре начинается с подготовительных. Затем вписываются команды перемещения, выбирается режим работы и технологические коды.

Модальные и немодальные G-коды.
Независимые части основного ПО описываются в промежутке обозначений M02–M30. Сначала идет номер, в конце прописывается M17.
М-code
М-функции — дополнительные коды, на разных станках CNC могут немного отличаться. Эти команды управляют рабочими органами и режимами оборудования с ЧПУ.
Вспомогательные команды используются одиночно или вместе с другими кодами. Когда кадр устанавливает рабочий орган в шпиндель, это выглядит так:
N10 T2 M6, где:
- T2 – инструмент номер 2;
- M6 – перестановка инвентаря.

Здесь команда M6 на пульте подразумевает некоторый набор действий, чтобы заменить рабочий орган:
- подготовка инструмента к замене;
- отключение вращения шпинделя;
- смещение нового инструмента в магазине;
- замена.
Если М- код включает какое-либо устройство, то обязательно существует его пара, которая выключает:
M8 – M9 – включить/выключить систему охлаждения;
M3 – M5 – включить/выключить обороты шпинделя.
В кадре разрешается использовать несколько М-функций. Для станков с внушительным набором сменных устройств задействуется больше М-кодов в управлении.
Примечание: М-код может вписываться самостоятельно или в кадре с G-кодами.
Вспомогательные команды делятся:
- на стандартные – управляют устройствами, которыми оборудованы почти все станки (системы охлаждения, шпиндель, рабочие органы);
- специальные – взаимодействуют с рабочими режимами на одном или сразу нескольких станках одинаковой модели: сжать/разжать поворотные оси, включить/выключить измерительную головку.
Важно: на разных станках одни и те же команды могут настраиваться на управление другими устройствами.
Таблица G-кодов ЧПУ с расшифровкой
Таблица представляет неполный перечень команд для управления станком, только важные:
- скольжение рабочих инструментов оборудования с определенной заданной скоростью по кругу или прямолинейно;
- выполнение последовательных действий – сверление, резьба, шлифовка;
- контроль настроек устройств в декартовой системе координат и рабочей области.
| Коды | Описание кода |
|---|---|
| G00-G03 | Перемещение инструмента на заданных позициях |
| G17-G19 | Переключение рабочих плоскостей (XY, ZX, YZ) |
| G20-G21 | Не специализированы |
| G40-G44 | Компенсация длины и диаметра инструмента |
| G53-G59 | Переключение координатных систем |
| G80-G85 | Фазы сверления, расточки, нарезки резьбы |
| G90-G91 | Переключение систем координат (абсолютная, относительная) |
Таблица M-кодов ЧПУ с расшифровкой
Вспомогательные команды программного кода маркируются буквой М и выполняют такие действия:
- замена инструмента;
- контроль включения/выключения охлаждения;
- запуск и остановка шпинделя;
- начало и завершение подпрограммы.
| Код | Назначение кода |
|---|---|
| M00 | Временная остановка рабочего станка до повторного нажатия кнопки «Старт» |
| M01 | Прерывание работы оборудования до включения кнопки «Старт», если запущен режим подтверждения останова |
| M02 | Завершение программы, без отката модальных настроек |
| M03 | Запуск шпинделя, вращение по часовой стрелке |
| M04 | Запуск шпинделя, вращение против часовой стрелки |
| M05 | Остановка оборотов шпинделя |
| M06 | Смена рабочего органа |
| M07 | Запуск дополнительного охлаждения |
| M08 | Пуск режима основного охлаждения |
| M09 | Стоп системам охлаждения оборудования |
| M13 | Одновременный запуск охлаждения и вращения шпинделя по часовой стрелке |
| M14 | Одновременный запуск охлаждения и оборотов шпинделя против часовой стрелки |
| M17 | Завершение подпрограммы |
| M25 | Ручная смена рабочего органа |
| M97 | Включение независимой части программы внутри основной |
| M98 | Запуск подпрограммы отдельно от главной |
| M99 | Выключение подпрограммы |
| M30 | Завершение программы и сброс всех установок |
1 код в кадре.
G-функции для станков ЧПУ
| Код | Описание кода |
|---|---|
| Осевое движение | |
| G00 | Ускоренный или холостой ход – перемещение на очень высокой скорости в указанную точку. Не используется для выполнения обработки. |
| G01 | Линейная интерполяция – смещение по прямой траектории с заданной скоростью подачи. Рабочий ход |
| G02 | Круговая интерполяция – перемещение по дуге вправо с запрограммированной скоростью подачи |
| G03 | Круговая интерполяция – смещение по кривой влево с заданной скоростью подачи |
| Наладка | |
| G20 | Ввод дюймовых показателей |
| G21 | Ввод метрической информации |
| G90 | Абсолютное позиционирование – отсчет всех координат от постоянной нулевой точки |
| G91 | Относительное позиционирование – все координаты рассчитываются от предыдущей позиции |
| Работа с отверстиями | |
| G81 | Фаза сверления |
| G82 | Цикл сверления с задержкой на дне отверстия |
| G83 | Прерывистый период сверления |
| G85 | Режим растачивания отверстия |
До 4 кодов в кадре.
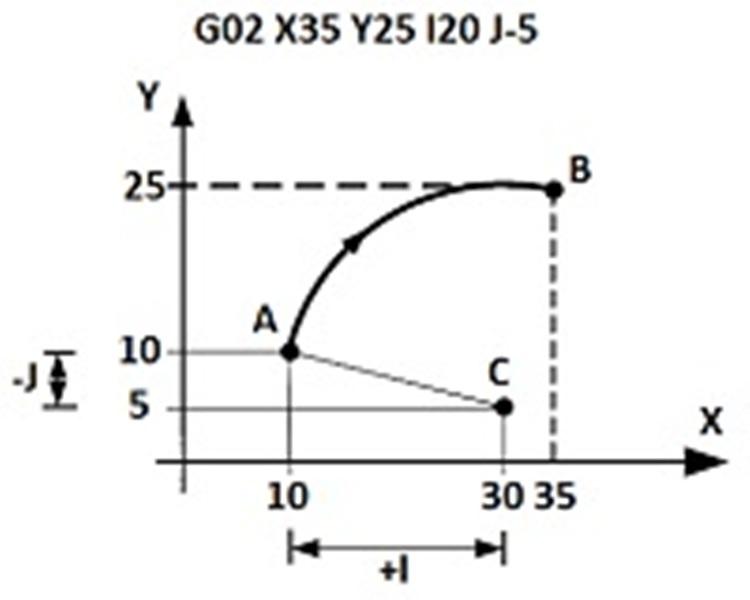
G-code окружности с координатами центра.
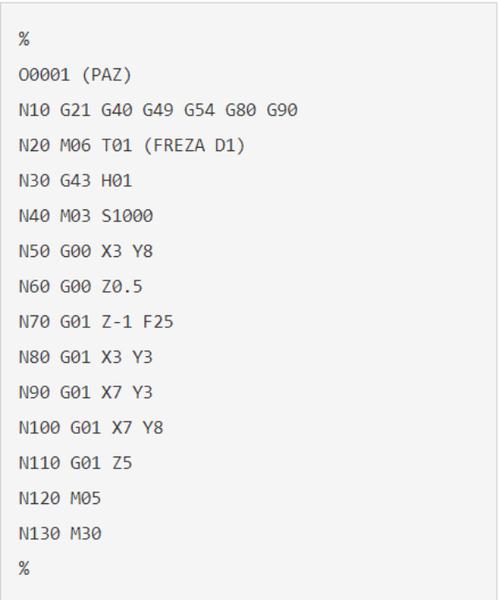
G-code для сверления отверстий.
Дополнительные обозначения при программировании станков CNC
Координаты точек движения инструмента в декартовых плоскостях– X, Y, Z.
Смещение вокруг осей X, Y, Z – А, В, С.
Круговая интерполяция параллельно осям координат X, Y, Z – I, J, К.
R – радиус, в повторяющихся периодах – положение плоскости отвода, в команде вращения – угол поворота системы координат.
D – параметр коррекции на радиус рабочего органа.
Н – показатель компенсации длины инструмента.
F – настройка подачи.
S – параметр основного перемещения.
Т – показатель номера инструмента, который требуется поставить на замену поворотом патрона.
N – номерное значение кадров управляющей программы.
/ – пропуск кадра, который не нужно выполнять, ставиться перед кадром.
(…) – комментарии в УП.
Семиразрядный код ISO 7-bit – основной для современных отечественных станков CNC. Правила кодирования для станка с конкретным устройством ЧПУ определяются используемым общим кодом, инструкцией по эксплуатации оборудования и руководством по программированию систем ЧПУ.



-
11 сентября 2022Спасибо! Хорошая статья. Жду новые статьи. Удачи!
Оставить комментарий