SBS-пластик для 3D-принтера: свойства материала, для чего предназначен, настройки слайсера
С развитием 3D-печати промышленность предлагает все больше материалов для создания пространственных моделей. Появляются новые филаменты, показывающие хорошие результаты при работе с принтером. Линейка пластиков для FDM-печати пополнилась SBS, составившим достойную конкуренцию таким полимерам, как PLA, ABS и PETG.
- Что такое SBS-пластик для 3D-принтера?
- Отличие от других типов пластика
- Настройка слайсера Cura для печати пластиком SBS Glass Fd Plast
- Преимущества и недостатки материала
Что такое SBS-пластик для 3D-принтера?
Стирол-бутадиеновый сополимер, SBS, — это термопластичный филамент для печати пространственных объектов на 3D-принтере. Материал отличается эластичностью, упругостью, способностью выдерживать температурные перепады, отсутствием токсичности, стойкостью к воздействию агрессивных химических веществ. Одна из его важных характеристик — высокая прозрачность (90 %).

Назначение
Благодаря своим характеристикам SBS-пластик рекомендуется для создания:
- изделий для медицинского использования;
- игрушек;
- предметов интерьера;
- посуды и бутылок;
- запчастей для различных устройств.
Полученные при печати пространственные элементы долговечны и привлекательны.
Важно! Если прозрачное изделие из SBS-пластика обработать соответствующим образом, оно визуально не будет отличаться от стеклянного. При этом его эксплуатационные характеристики окажутся выше, а цена — в разы ниже.

Какие принтеры работают с этим пластиком?
Согласно спецификациям, заявленным производителями филамента, при печати SBS-пластиком требуется выставлять температуру экструдера в интервале 225–240 °C, рабочего стола — 85–100 °C. Любой принтер, способный поддерживать указанные параметры настроек, подойдет для работы с филаментом. Желательно, чтобы в принтере была доступна регулировка прижимного ролика толкающей шестерни.
Указанным требованиям отвечают многие печатающие устройства.
Бытовые:
- Anycubic — Mega Zero 2.0, Mega S, Chiron;
- Creality — Ender 3, Ender 5 Plus, CR-10S Pro V2;
- Wanhao D9/500 и некоторые другие.

- Количество экструдеров 1
- Максимальная рабочая температура 8ºC - 40ºC
- Печать FDM/FFF
- Подогреваемая платформа Да
- Температура экструдера макс. 255 °C
- Толщина слоя 0,05-0,3 мм
- Область рабочей камеры 220 x 220 x 250 мм
- Скорость 20-100 мм/сек (рекомендуется 60 мм/сек)
- Толщина слоя от 100 мкм
- Диаметр нити 1.75 мм
- Диаметр сопла, мм 0,4
- Материал корпуса алюминий, сталь
- Калибровка столешницы по 4 точкам
- Количество экструдеров 1
- Печать FDM
- Температура печатного стола до 100 °С
- Температура экструдера 190 - 300 °С
- Точность по осям X, Y, мм Z: 2 мкм, XY: 10 мкм
- Экструдер MK10 (полностью металлический)
- Область рабочей камеры 500 x 500 x 500 мм
- Скорость 70 мм / сек
- Толщина слоя от 100 мкм
- Диаметр нити 1,75
- Диаметр сопла, мм 0,4 (возможна замена на 0,2 и 0,3 мм)
Профессиональные:
- FlashForge Creator Pro 2;
- Picaso Designer Classic;
- Wanhao GR2 (в закрытом корпусе);
- Anycubic 4Max Pro 2.0;
- QIDI Tech X-Plus и прочие.

- Материал корпуса Сталь
- Количество экструдеров 1
- Материал ABS, PLA
- Печать FDM
- Точность по осям X, Y, мм X:0,05 мм; Y:0,05 мм; Z:0,05 мм
- Область рабочей камеры 200х200х175 мм
- Скорость 30 мм/с - 100 мм/с
- Толщина слоя от 100 мкм
- Диаметр нити 1,75 мм
Важно. Каждый тип филамента требует особой преднастройки печатающего устройства. Производители пластика указывают в сопроводительной документации приблизительные параметры печати. Качество достигается распечаткой нескольких тестовых моделей. Разные принтеры дадут неодинаковые результаты при идентичных параметрах слайсинга.
Отличие от других типов пластика
SBS отличается от других филаментов:
- меньшим модулем упругости — это дает возможность печатать более гибкие детали;
- повышенным (в 2,5 раза) удлинением на разрыв;
- самой высокой прозрачностью;
- хорошей адгезией к рабочему столу принтера;
- качественным слипанием слоев при правильных настройках печати.
Одно из главных преимуществ — отсутствие токсичных испарений, как у PLA, и прочность, как у PETG.
Основные свойства
- Точность.
При правильной настройке слайсера из SBS-пластика можно получить модели с заданной точностью. Необходимо учитывать незначительную усадку остывшего пространственного элемента и при создании цифровой модели делать поправку на уменьшение готовой копии либо масштабировать объект в слайсере: примерная компенсация +0,2–1,1 %. - Запах.
Во время печати из пластика SBS не выделяется пахучих веществ. Человек с тонким обонянием может заметить едва уловимый запах, если в экструдер заправлен цветной полимер: это испаряются вещества, находящиеся в составе красителей. Неокрашенный пластик не пахнет совсем. - Хранение.
Показатели гигроскопичности филамента стремятся к нулю, то есть он не впитывает влагу. Катушки с пластиком рекомендуется помещать в пакеты или контейнеры с крышкой, чтобы защитить от пыли. Герметичность соблюдать не обязательно, силикагель не нужен.
Настройка слайсера Cura для печати пластиком SBS Glass Fd Plast
Настройки программы для печати пластиком SBS, приведенные ниже, являются усредненными и должны корректироваться в зависимости от марки и модели 3D-принтера и цифрового образа детали.
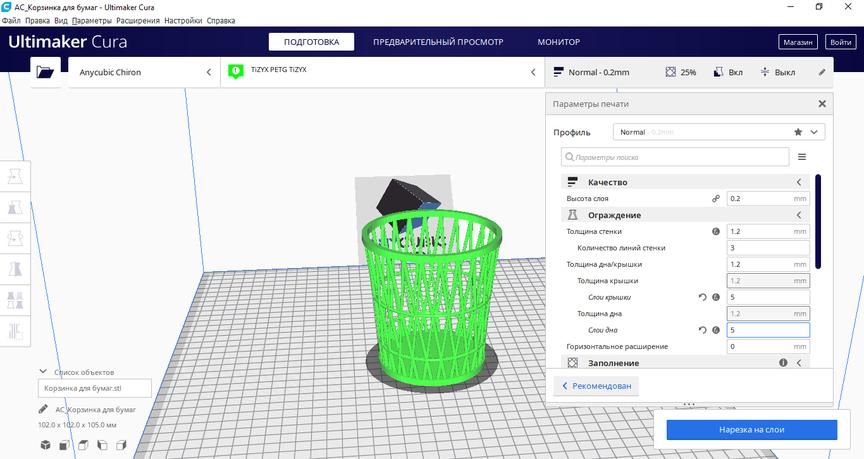
- Высота слоев. Первый — 300 мкм, последующие — 200 мкм; для увеличения точности параметр можно уменьшить до 100 мкм. Количество начальных и завершающих слоев — 5.
- Плотность заполнения. Чем выше требуется прочность детали, тем больше процент заполнения — максимально 100 %. Для уменьшения объема расходуемого филамента и времени печати плотность устанавливается в интервале от 20 до 30 %.
- Кайма (поля). Для увеличения площади контакта модели (особенно маленькой) с поверхностью рабочего стола необходимо выставить поля шириной 5 мм.
- Контурная обводка (брим). Достаточно сделать прогон пластика в один слой и три повтора, чтобы избавиться от вероятных пропусков филамента.
- Поддержки. Выставляются, если требуется печать нависающих элементов.
Справка. По умолчанию в слайсере этот параметр всегда включен. Можно его не отключать, так как поддержки не будут создаваться, если в этом нет необходимости.
- Скорость печати. Рекомендуется выбрать настройки по умолчанию для пластика PETG, придерживаясь следующего принципа: при установке сопла 100–300 мкм максимальная скорость печати 40 мм/с.
- Температура. Выставить начальные настройки: экструдер — 240 °C, стол — 80 °C.
- SBS-пластик не нужно интенсивно обдувать, иначе возможно расслоение. Но и полностью отключать вентилятор не рекомендуется, так как из-за текучести материала возможно искажение геометрии модели. При минимальной толщине стенок обдув стоит отключить, при увеличении толщины ставить скорость вентилятора начиная с 30 %.
- Глубину и скорость ретракта следует снизить.
Важно. Для увеличения прозрачности будущей модели, такой как ваза или бутылка, ее печатают с наибольшей высотой слоя, стенку наращивают в один периметр и обрабатывают готовый объект химреактивами — лимоненом или дихлорметаном.
Преимущества и недостатки материала
Термопластик SBS нашел широкое применение благодаря своим положительным характеристикам:
- прозрачный;
- гибкий и пластичный;
- обладает нулевой гигроскопичностью;
- безопасный — изделия могут контактировать с пищей.
Пользователи отмечают лишь один недостаток — незначительная усадка в пределах 1 %.
* * *
SBS превосходит по своим свойствам ABS или PLA, а за счет чуть меньшей цены выигрывает у набирающего популярность PETG. Благодаря своей универсальности, отличным эксплуатационным и визуальным характеристикам получающихся моделей этот новый филамент претендует на перспективность в 3D-печати. В качестве материала для FDM-печати это пластик могут рассматривать владельцы широкого ряда 3D-принтеров.



Оставить комментарий