Как происходит смена инструмента в станках с ЧПУ?
Активное внедрение числового программного управления (ЧПУ) в производство вызвало расширение использования для обработки сложных деталей универсальных многоцелевых станков. В их работе применяются инструменты разного типа, и для обеспечения бесперебойной работы оборудования требуется автоматизированная смена. Современные механизмы и системы такого назначения заслуживают особого внимания.
- Когда производится автоматическая смена инструмента на станках с ЧПУ?
- Как производится смена?
- Когда производится автоматическая смена инструмента на станках с ЧПУ?
- Расположение инструментального магазина
- Какие конструкции магазинов бывают?
- Устройство смены инструмента на станках с ЧПУ
- Код автоматической смены инструмента
- Схемы компоновки
Когда производится автоматическая смена инструмента на станках с ЧПУ?
Многофункциональные станки с ЧПУ способны осуществлять полный цикл обработки деталей сложной формы. Весь процесс условно можно подразделить на несколько этапов по виду обработки, на каждом из которых необходим специфический инструмент. Его сменой принято называть замену рабочего режущего инструмента при переходе с одного вида обработки на другой в соответствии с программой.
До настоящего времени используются станки с ЧПУ прежней конструкции и дешевые модели, в которых смена осуществляется вручную. Оператор вынужден останавливать оборудование и менять инструмент.
Для того чтобы избежать остановки оборудования для ручной смены на каждом этапе, современные обрабатывающие центры с ЧПУ оснащаются специальными системами для автоматизации данной операции. Механизмы автоматической смены (АСИ) позволяют устанавливать нужный режущий инструмент в непрерывном режиме, по особой программе. Таким образом, АСИ агрегатов с ЧПУ — это специальный комплект приспособлений, в которых закрепляется весь набор необходимых инструментов и обеспечивается их подача в рабочую зону в нужный момент.
Как производится смена?
Процесс смены инструмента зависит от его разновидности. Однако общий принцип подразумевает такой порядок:
- подбор всех необходимых инструментов (фрезы, резцы, граверы, грубой и тонкой обработки и т. п.) согласно программе обработки детали;
- размещение их в инструментальном магазине станка в определенной последовательности;
- размерная настройка размещения, установка нужного вылета;
- кодирование для автоматического поиска;
- обновление инструментов по мере их износа и выхода из строя.
В современных механизмах с ЧПУ закладывается специальная система слежения за состоянием рабочего инструмента. При его несоответствии нормам производится отключение станка и ручная замена в магазине. В ряде моделей и этот процесс автоматизирован, что обеспечивается путем создания запаса идентичных инструментов в магазине.
Когда производится автоматическая смена инструмента на станках с ЧПУ?
Использование АСИ позволяет значительно повысить производительность оборудования за счет исключения его остановки. Она применяется в следующих случаях:
- Осуществление нескольких различных видов обработки детали на одном агрегате. Система необходима при переходе с одного вида обработки на другой. Наиболее подходит замена всего шпинделя, обеспечивающего смену режимов процесса.
- Изменение чистоты обработки. В этом случае из инструментального магазина поступает инструмент для другого класса чистоты, например шлифовки.
- Обработка комбинированных деталей, составленных из различных материалов.
ВАЖНО! Автоматическая замена может применяться и при износе инструмента или его поломке.
Автоматическая смена из магазина с помощью двухзахватного автооператора и двухпозиционной револьверной головки:
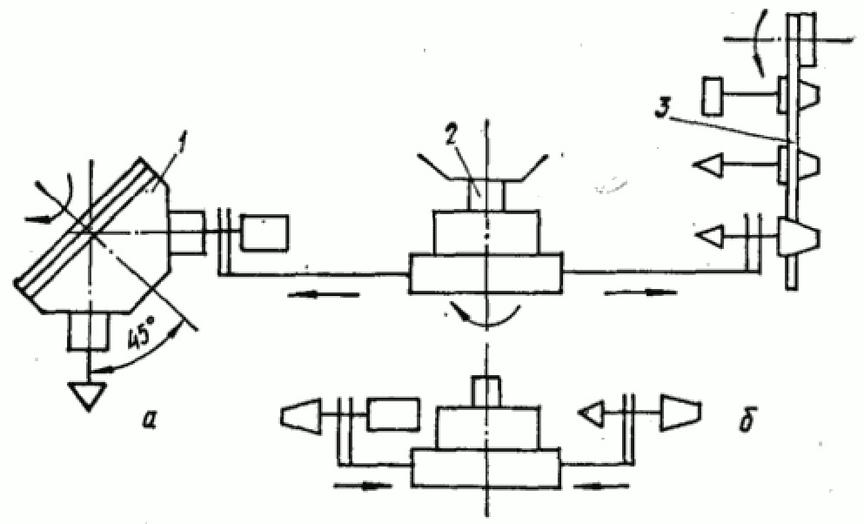
Где:
- α — захват отработанного инструмента из револьверной головки;
- б — сведение «рук» автооператора перед его поворотом на 180°;
- 1 — револьверная головка;
- 2 — автооператор;
- 3 — обойма инструментов.
Расположение инструментального магазина
Все инструменты, необходимые для полного цикла обработки деталей на станке с ЧПУ, размещаются в инструментальном магазине. Месторасположение этого узла существенно влияет на скорость проведения операции, удобство обслуживания и технические возможности. Выделяются такие варианты его размещения:
- На столе. Такое расположение ограничивает полезную площадь. Увеличивается время процесса. Применяется данный вариант достаточно редко.
- На шпиндельной головке. Это размещение упрощает загрузку и подачу. Достаточно подвести его до совмещения с осью вращения. Участие оператора в процессе не нужно. Главный минус — ограничение вместимости.
- На колонне. Здесь усложняется подача, но существенно повышается емкость обоймы.
- Вне агрегата. Этот вариант позволяет максимально увеличить емкость магазина (до 100–120 единиц). Минусы: усложнение транспортировки в рабочую зону, увеличение продолжительности процесса смены.
В разных модификациях оборудования используется разное расположение магазина в зависимости от назначения оборудования, его габаритов, скорости обработки и количества инструмента. Оптимальная емкость — 30 наименований.
Многоцелевой станок с кассетным инструментальным магазином:
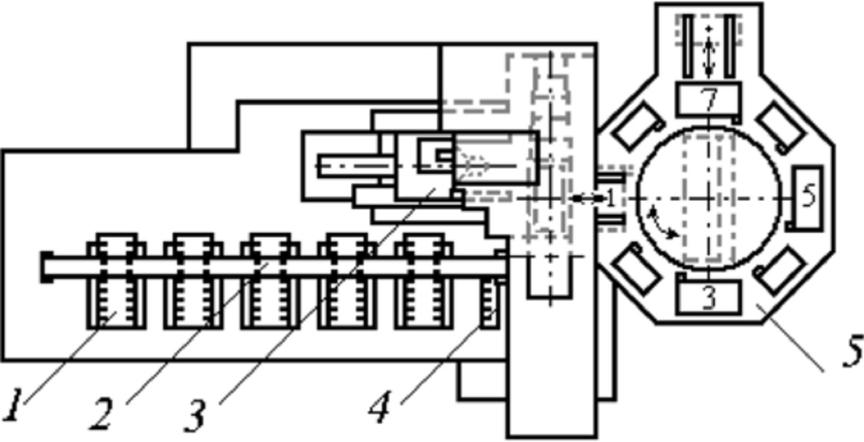
Где:
- 1 — кассета;
- 2 — основная рама;
- 3 — многоцелевой станок;
- 4 — инструментальная позиция;
- 5 — система автоматической смены заготовок.
Какие конструкции магазинов бывают?
В станках с ЧПУ применятся инструментальные магазины барабанного, цепного, дискового и планетарного типа. Инструмент в них может располагаться параллельно, перпендикулярно или наклонно к оси вращения шпинделя. Емкость обоймы до 40 единиц способны обеспечить дисковые и барабанные конструкции. Для увеличения емкости (до 100 единиц) требуется цепной тип. Все нужные инструменты закрепляются в специальных ячейках со своим персональным номером. Это облегчает автоматический поиск.
Конструктивно выделяются такие основные разновидности магазинов:
- «Зонтик». Это вращающийся диск с гнездами. Для АСИ шпиндель по команде управляющей программы перемещается в заданную точку над магазином. Применяются в основном подвижные обоймы, перемещаемые по направляющим в любую точку расположения шпинделя.
- «Рука». Как правило, такие магазины применяются при горизонтальном расположении шпинделя. Устройство снабжено манипулятором (двухзахватной «рукой»), способным поворачиваться на 180 градусов. Оно наиболее подходит для размещения вне станка.
Важно! Инструментальный магазин считается важнейшим элементом системы, и к нему предъявляются повышенные требования.
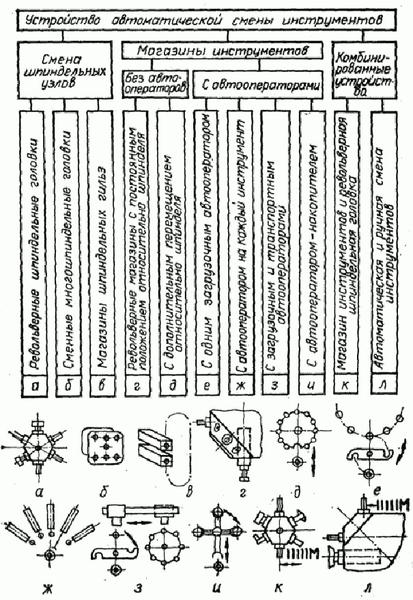
Классификация устройств АСИ:
Устройство смены инструмента на станках с ЧПУ

В настоящее время используются такие основные разновидности АСИ для станков с ЧПУ со следующим закреплением и поступлением инструментов:
- Закреплены в инструментальном магазине (револьверной головке), а подаются путем его поворота или изменения положения.
- Поступают из магазина на шпиндель станка с помощью специального накопителя, т. е. поворотной головки с несколькими позициями.
- Подаются на шпиндель и приводятся в рабочее положение непосредственно из магазина.
- Подаются и фиксируются автоматическим оператором.
Механизмы АСИ должны обеспечить своевременное использование нужного инструмента, его надежное крепление и точное расположение, минимальное время проведения операции.
Типы устройств АСИ:
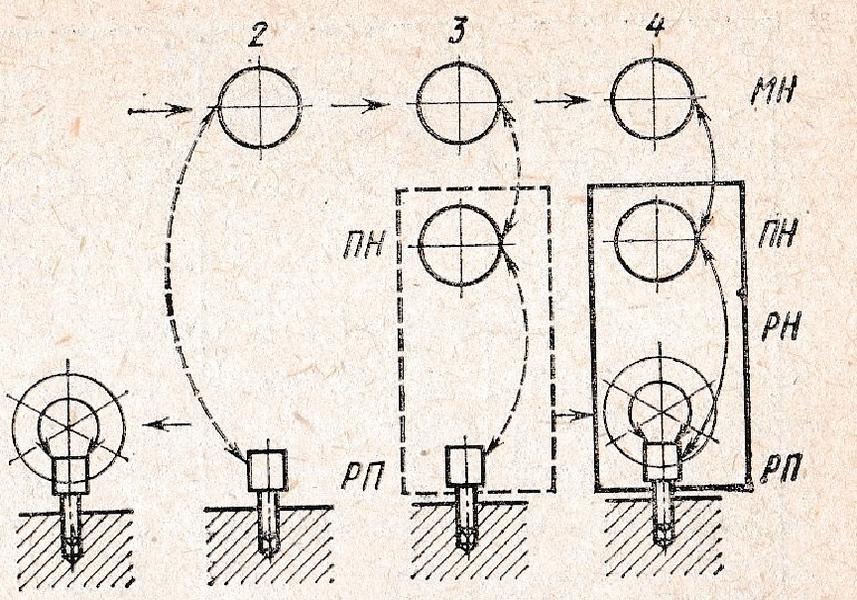
Где:
- МН — магазинный накопитель;
- ПН — промежуточный накопитель;
- РН — рабочий накопитель (головка);
- РП — рабочая позиция.
Код автоматической смены инструмента

В управляющей команде для ЧПУ используется код М06, означающий АСИ. Команда будет записана так М06 Т5 или Т5 М06, где Т5 означает, что инструмент надо взять из ячейки № 5 магазина.
После осуществления АСИ необходима коррекция длины инструмента. Она производится по команде под кодом G43. В команде используются обозначения, соответствующие номеру и точке перемещения. Например, команда №15 G43 Н5 Z50,0 указывает на параметры при смещении по оси Z.
Схемы компоновки
Наиболее часто используются такие компоновочные схемы:
- Замена всего шпинделя, в котором инструмент уже настроен и закреплен. К этому типу относятся револьверные головки. Станки могут комплектоваться магазином шпиндельных гильз с линейной или барабанной компоновкой. Объем может достигать 20 гильз. Недостаток — повышенная стоимость и громоздкость.
- Замена только рабочего инструмента в одном шпинделе. Автоматически снимается прежний и устанавливается другой. Используются специальные сменные магазины и механизмы пакетной замены. Операция проводится с помощью манипуляторов.
Принципиальная схема устройства для автоматической смены на оборудовании с ЧПУ:
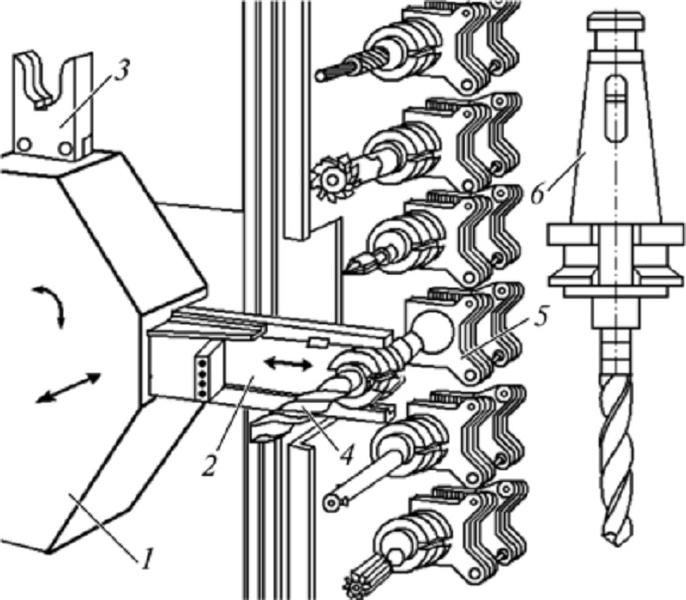
Где:
- 1 — корпус захвата руки;
- 2 — захват руки;
- 3 — свободный захват механической руки;
- 4 — инструмент;
- 5 — гнездо цепи инструментальной обоймы;
- 6 — конусная оправка.
Может использоваться и комбинированный вариант. В этом случае станок оснащается и револьверной головкой, и инструментальным магазином, что позволяет сократить продолжительность процесса.
Смена рабочего инструмента в станках с ЧПУ является важнейшим технологическим процессом. В современном оборудовании применяются системы АСИ, позволяющие производить операцию по коду в управляющей программе без участия оператора. Использование таких механизмов способствует значительному повышению производительности процесса изготовления сложных деталей, где требуется многократное изменение типа обработки.



Оставить комментарий