Подробные инструкции по калибровке различных частей 3D-принтера
Для стабильной работы 3D-принтера и получения качественных отпечатков пользователю необходимо периодически проводить калибровку устройства. Рассмотрим подробно, как откалибровать оси 3D-принтера, температуру стола, шаговые двигатели и хотенд. А также ознакомимся с тем, как проверить правильность калибровки и исключить ошибки во время процесса.
- Калибровка 3D-принтера
- Пошаговая инструкция по настройке и калибровке осей
- Пошаговая инструкция по калибровке температуры стола
- Калибровка шаговых двигателей
- Калибровка хотенда
- Калибровочный кораблик
- Ошибки и способы их избежать
- Что будет если не откалибровать 3D-принтер?
Калибровка 3D-принтера
Калибровка — это один из способов настройки 3D-принтера, который позволяет устранить видимые дефекты печати и обеспечить создание изделий наилучшего качества.
Выполнять калибровку 3D-принтера рекомендуется в следующих случаях:
- сразу после покупки принтера, перед его первым запуском;
- при смене филамента;
- если качество отпечатков ухудшилось или появились какие-либо дефекты;
- при внезапных скачках температуры рабочего стола.
Пошаговая инструкция по настройке и калибровке осей
Основные этапы калибровки осей 3D-принтера мы рассмотрим на примере прошивки Marlin. Так как для проведения данной процедуры потребуется только внести определенные изменения в код прошивки.
Порядок действий при калибровке осей будет следующим:
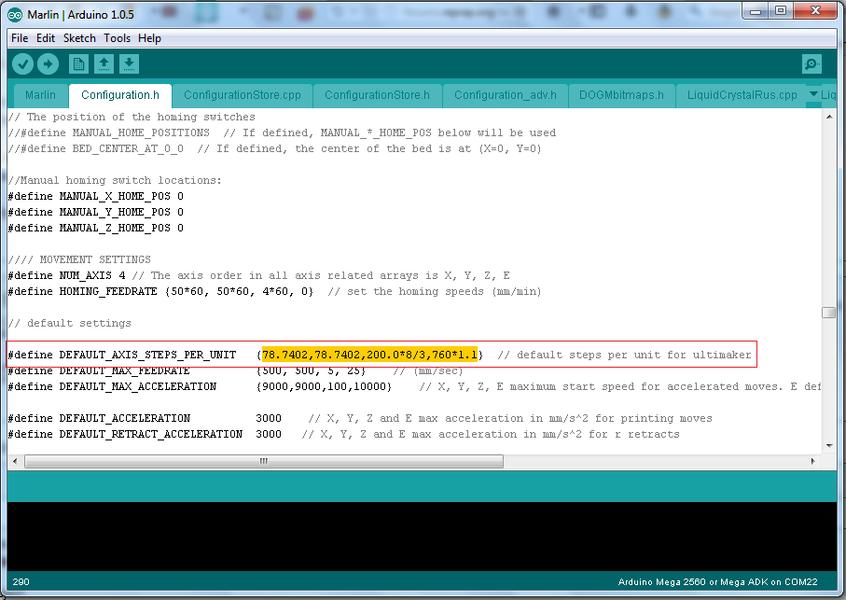
- В IDE Arduino запускаем прошивку Marlin и открываем файл configuration.h. В нем находим строчку #define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,200*8/3,760*1.1}. Числа в скобках — это переменные осей. Они указаны в следующем порядке {X-step,Y-step,Z-step,E-step}.
Справка. IDE Arduino — это среда с открытым исходным кодом для разработки прошивок и загрузки их в память микроконтроллера 3D-принтера. Эта программа бесплатная и найти ее можно в свободном доступе в интернете.
- Первой производят расчет для калибровки оси Z. В переменную Z-step записывают количество шагов двигателя, необходимое для перемещения на расстояние 1 мм. Для расчета этого параметра выясняем количество шагов двигателя на полный оборот (оно составит 3200 шагов) и величину шага резьбы конкретной шпильки (например, шпилька M6 имеет шаг резьбы 1 мм, а шпилька M8 будет иметь шаг резьбы 1,25). Получив необходимые данные, можно рассчитать количество шагов двигателя, необходимого для перемещения на расстояние 1 мм. Для этого количество шагов двигателя делят на величину шага резьбы шпильки: 3200 / 1,25 = 2560.
- Далее проводится расчет для калибровки осей X и Y. В случае если для обеих осей применяются одинаковые ремни и одинаковые шкивы, то расчеты для калибровки будут выглядеть идентично. Если параметры ремней и шкивов отличаются, то для каждой оси потребуются индивидуальные расчеты. Но вне зависимости от входных данных расчеты производятся всегда по одной формуле: количество шагов двигателя на полный оборот / (шаг ремня × количество зубьев на шкиве). Шаг ремня измеряется в мм. Он указывает на расстояние между зубьями ремня. Обычно параметры шага ремня можно узнать, посмотрев на его маркировку. Количество зубьев считают вручную. В итоге расчет получается следующим: 3200 / (5 × 8) = 80, где 5 — это 5 мм шаг между зубьями ремня T5, а 8 — это количество зубьев на ремне.
- Выполняются расчеты для оси Е (калибровочные данные экструдера). Чтобы их рассчитать сначала нужно нагреть сопло до рабочей температуры (у нас это 80 °C) и выдавить нить длинной 100 или 200 мм (на выбор). После того как нить вышла полностью, необходимо замерить ее длину. У нас вместо 100 мм вышло 90. Считаем по пропорции 90 — 80; 100 — Е. Получается следующий расчет: Е = 100 × 80 / 90 = 88,9.
- Рассчитав все необходимые параметры для калибровки 3D-принтера, при помощи прошивки Marlin мы вносим их в строчку, которая будет иметь следующий вид: #define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,3200,88,9}.
- Затем плату принтера нужно прошить новыми данными и напечатать тестовый образец. Если качество печати нормализовалось, то на этом калибровка осей закончена. Если есть какие-либо отклонения, то параметры подгоняют опытным путем до нужных значений.
Пошаговая инструкция по калибровке температуры стола
Калибровку температуры стола у 3D-принтера необходимо проводить в условиях, которые максимально приближены к условиям печати (при наличии корпуса закрывается дверь принтера и надевается крышка). Данная процедура проводится при помощи регулятора PID, который позволяет задать и поддерживать стабильную температуру стола во время работы.
Для настройки PID используется прошивка Marlin, в которой предварительно активируется параметр PIDTEMPBED в разделе «Прошивка» на вкладке «Стол». С ее помощью прошивают принтер и приступают к основным этапам калибровки:
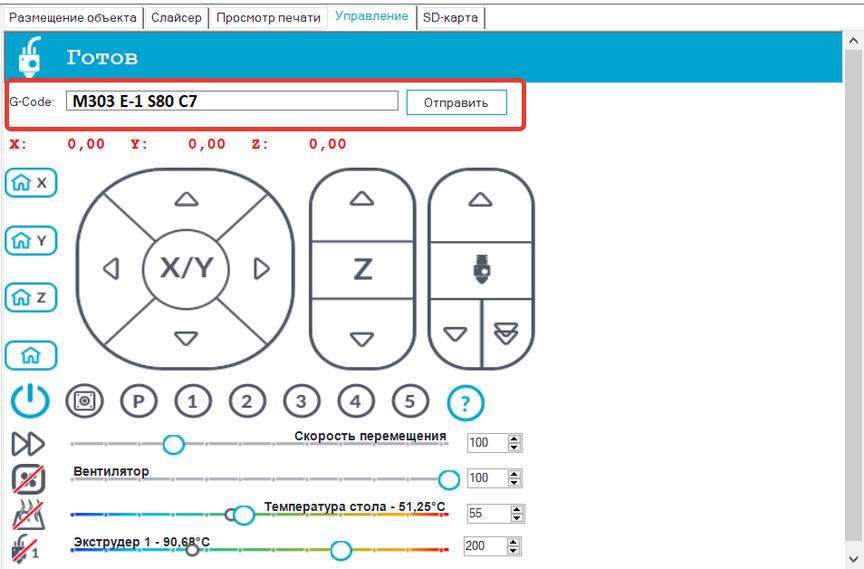
- В терминале принтера задают команду M303 E-1 ST C№, где Е-1 — это команда калибровки стола; Т — наиболее часто используемая температура печати; № — это количество повторений процесса тестирования (от 3 до 7). В итоге заполненная команда будет выглядеть так: M303 E-1 S80 C7.
После проведения теста принтер выведет на экран сообщение с тремя необходимыми значениями входного сигнала (Kp, Ki, Kd):
- #define DEFAULT_bedKp 52,60;
- #define DEFAULT_bedKi 6,63;
- #define DEFAULT_bedKd 277,98.
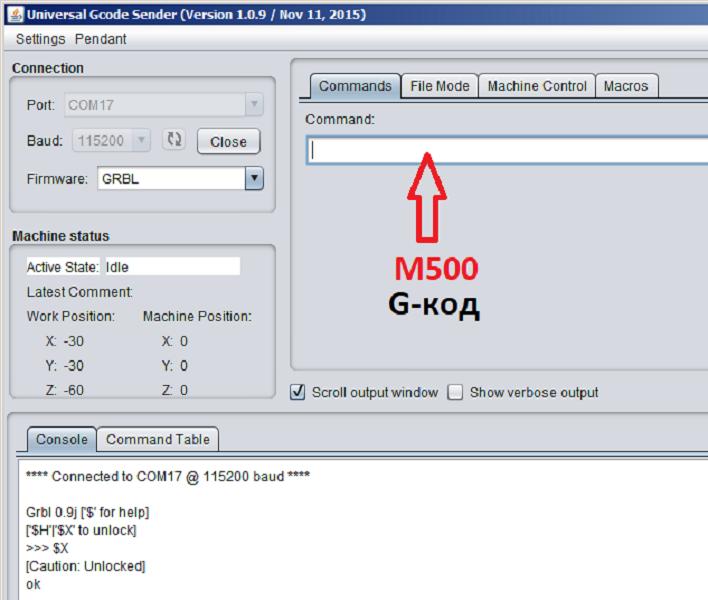
Три полученных числа сохраняются в EEPROM или вносятся в прошивку Marlin. В первом случае нужно задать в терминале принтера две команды M502 и M500, во втором случае — в разделе прошивки PID Settings в файл Configuration.h внести значения в следующем виде:
- #define DEFAULT_Kp 52,60;
- #define DEFAULT_Ki 6,63;
- #define DEFAULT_Kd 277,98.
Внимание! Калибровка принтера — это длительный процесс, который напрямую зависит от установленного числа повторений. Поэтому если принтер зависает на одном месте, то не стоит в это время выключать или пытаться перезагрузить 3D-принтер. Нужно просто дождаться окончания процесса.
Калибровка шаговых двигателей
Шаговым двигателем в 3D-принтере называют экструдер, так как он отвечает за количество пластика, который продавливается за один шаг мотора. Для качественной печати важно, чтобы экструдер протянул необходимое количество пластика, указанное в нашем G-code. Поэтому шаговый двигатель нуждается в периодической калибровке. Она выполняется в следующем порядке:
- Проверка работы механических компонентов. Сначала регулируется прижимный ролик и проверяются на износ шестерни протяжки прутка.
- Настройка количества филамента, подаваемого экструдером. Направляющая трубка убирается с экструдера и отрезается кончик проволоки. Затем отключается защита, предотвращающая запуск экструдера при холодном хотенде. Для этого запускается команда M302 P1. Принтер подключают к компьютеру и запускают слайсер Repetier Host. С его помощью отправляют G-код с командой «выдавить 100 мм пластика со скоростью 200 мм в минуту». Он будет иметь следующий вид: G01 F200 E100.
- Корректировка настройки шагового двигателя. Она выполняется в случае, если длина прутка вышла меньше заданной. Для корректировки нужно вычислить искомое значение при помощи формулы Y × L / l, где Y — значение, установленное в прошивке принтера, найти которое можно, запустив команду M502 (95,5); L — длина прутка, которая была задана (100 мм); l — длина, на которую фактически протянут филамент (например, 98 мм). После расчетов было получено значение 95,5 × 100 / 98 = 97,4 мм. Это значение нужно ввести в меню параметра принтера под названием Estepps/mm. После необходимо запустить команду M500 для сохранения значения в памяти. На этом калибровка окончена.
Калибровка хотенда
Калибровка хотенда выполняется по аналогии с калибровкой рабочего стола 3D-принтера:
- В прошивке Marlin активируется параметр PIDTEMPBED в разделе «Прошивка» на вкладке «Стол».
- Хотенд перемещают к центру стола и включают его обдув.
- В терминале принтера задают команду M303 E-# ST C№, где # — это порядковый номер хотенда (если он только один, то ставится цифра 0); Т — наиболее часто используемая температура печати; № — это количество повторений процесса тестирования (от 3 до 7). В итоге заполненная команда будет выглядеть так: M303 E-0 S240 C7.
- После проведения теста принтер выведет на экран сообщение с тремя необходимыми значениями входного сигнала (Kp, Ki, Kd):
- #define DEFAULT_bedKp 10,71;
- #define DEFAULT_bedKi 0,61;
- #define DEFAULT_bedKd 47,22.
- Три полученных числа сохраняются в EEPROM или вносятся в прошивку Marlin. В первом случае нужно задать в терминале принтера две команды M502 и M500, во втором случае — в разделе прошивки PID Settings в файл Configuration.h внести значения в следующем виде:
- #define DEFAULT_Kp 10,71;
- #define DEFAULT_Ki 0,61;
- #define DEFAULT_Kd 47,22.
Калибровочный кораблик
Калибровочный кораблик — это STL-файл сложного строения, который используется для проверки правильности проведенного процесса калибровки.

Такое изделие содержит большое количество различных по форме и диаметру отверстий, а также нависающие под разными углами поверхности. Благодаря такому сложному строению кораблика пользователь может убедиться, насколько верно была выполнена калибровка и насколько точно принтер передал размеры и форму объекта.
Ошибки и способы их избежать
Приведем наиболее часто допускаемые ошибки пользователями во время калибровки 3D-принтера:
- Сброс настроек калибровки при перезагрузке принтера. Проблема возникает из-за того, что изменения не были сохранены в EEPROM. Для этого после внесения данных нужно просто сохранить их, запустив G-код M500.
- Дефекты печати после калибровки. Правильно проведенная регулировка, наоборот, должна не допускать возникновения дефектов печати. А это значит, что процесс был проведен неверно. Вот некоторые причины, которые могли испортить процесс калибровки:
- Расположение принтера на неровной поверхности.
- Неверная сборка оси Y или E.
- Блокировка движения осей X, Y и Z. Для ее предотвращения необходимо зайти в меню Settings на вкладку Move axis и подвигать все оси в разные стороны, чтобы убедится, что ничто не мешает их перемещению.
- Неверное расположение датчика P.I.N.D.A. Для правильной калибровки он должен находиться в позиции Auto home, то есть располагаться в центре левой нижней точки калибровки. Также датчик важно расположить на 1 мм выше кончика сопла.
- Недостаточное натяжения ремней. Для корректной калибровки ремни должны быть хорошо натянуты. Проверить этот параметр можно в меню принтера Support на вкладке Belt Status. Он должен находиться в диапазоне 200–280.
Что будет если не откалибровать 3D-принтер?
Неоткалиброванный 3D-принтер имеет значительные отклонения стола от заданного уровня, а также отличающееся в разных точках расстояние между соплом экструдера и печатным столом. Такие расхождения могут привести к деформации изделия во время печати, засорению экструдера и возможной поломке принтера.

Во избежание проблем в работе 3D-принтера и печати качественных изделий, пользователю важно проводить регулярную калибровку принтера. К тому же большинство современных моделей оснащено подробными инструкциями, которые позволят качественно провести процесс. Но стоит помнить, что калибровка — это небыстрая процедура, и ее нужно проводить тщательно и с постоянной периодичностью. Только в этом случае будет обеспечена стабильная работа принтера.

Оставить комментарий