Зачем нужна калибровка экструдера 3D-принтера и как ее грамотно выполнить?
При создании объемной модели на 3D-принтере можно столкнуться с низким качеством печати. Изменение параметров слайсера не дает результатов, и распечатанная деталь получается бесформенная, видны расслаивающиеся структуры, провалы слоев и прочие подобные дефекты. Это означает, что пришла пора откалибровать экструдер.
- Калибровка экструдера 3D-принтера
- Признаки того, что надо откалибровать экструдер
- Настройка экструдера 3D-принтера: пошаговая инструкция
- Ошибки и способы их избежать
Калибровка экструдера 3D-принтера
Калибровка экструдера — это изменение настроек принтера, направленное на запись новых параметров скорости протяжки прутка филамента и изменение температурного режима хотенда. Принтер калибруют, если многочисленные пробы перенастройки слайсера не привели к улучшению качества печати.
Если отказаться от процедуры калибровки, добиться точности воспроизведения пространственного объекта из цифровой модели будет невозможно. Это связано с тем, что диапазон настроек слайсера не предусматривает полного устранения нарушений, возникающих в управляющих командах прошивки печатающего устройства.
Внимание! Прежде чем приступать к калибровке, следует проверить настройки слайсера, а именно тип филамента и диаметр прутка, а также чистоту сопла. Неверная конфигурация может оказаться причиной плохого качества печати.
Признаки того, что надо откалибровать экструдер
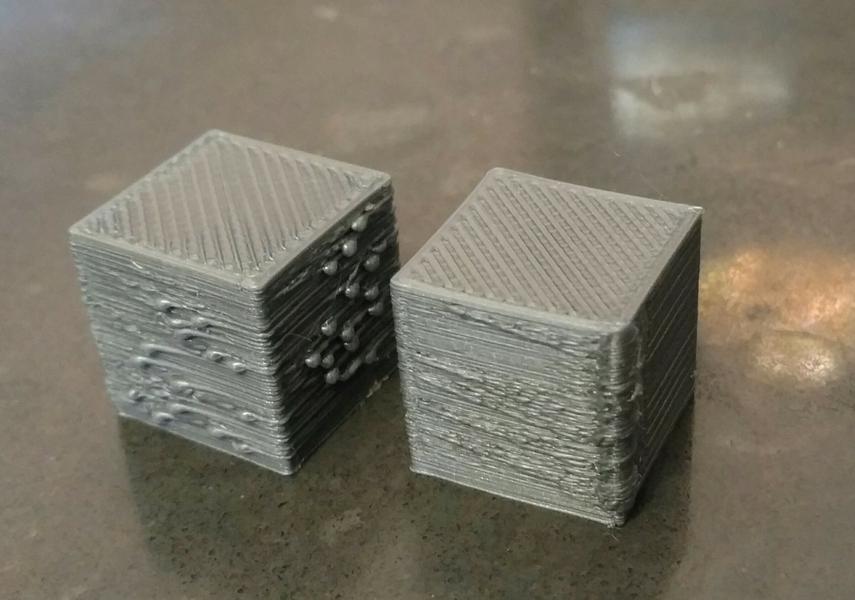
При осмотре распечатанных моделей могут наблюдаться дефекты:
- Отдельные слои тонкие, заметны впадины, слои отсутствуют и между ними есть щели. Это сигнал о том, что пластика подается мало. Так проявляется недостаточное экструдирование.
- Противоположная проблема — переэкструзия. Если через сопло выдавливается слишком много пластика, по краям модели будут образовываться наплывы и нависания, контур детали искажается.
Чтобы получить более или менее приемлемое качество печати, приходится в настройках изменять коэффициент подачи филамента, он же «поток», или flow rate. Значительные сдвиги в одну или другую сторону сигнализируют о неверной калибровке.

Настройка экструдера 3D-принтера: пошаговая инструкция
Процесс калибровки экструдера не так прост: нужно разбираться в G-коде, уметь работать с разделами слайсера, открывающими доступ к программной настройке прошивки, знать порядок действий для измерения параметров и внесения новых значений в память принтера.
Инструменты
Для измерений нужно подготовить:
- штангенциркуль или металлическую линейку;
- ручку и бумагу;
- филамент с минимальной усадкой;
- компьютер с установленной программой Repetier Host.
Между принтером и ПК устанавливают соединение, вставив в порт USB идущий в комплекте к печатающему устройству кабель.
Калибровка экструдера
Перед тем как пытаться менять программные коды, необходимо проверить работу механических компонентов. Неполадки в узле подачи филамента могут стать причиной проявления дефектов печати. В первую очередь производится регулировка прижимного ролика (если это допускается конструкцией принтера). Если прижимной механизм работает корректно, износ шестерен протяжки прутка отсутствует, нужно переходить к следующему этапу калибровки — настройке количества филамента, которое подает шаговый двигатель.

Для этого снимают направляющую трубку и отрезают торчащий из нее кончик проволоки.
Внимание! В принтере стоит защита, предотвращающая включение шагового двигателя, если хотенд холодный. Нужно или отключить защиту командой M302 P1, или нагреть экструдер до рабочей температуры, отправив G-код M109 S225.
Далее выполняют следующие шаги:
- подключение принтера к ПК;
- запуск слайсера Repetier Host;
- отправка G-кода G01 F200 E100, означающего «выдавить 100 м пластика со скоростью 200 мм в минуту»;
- измерение длины вышедшего прутка.
Если полученное значение меньше или больше 100 мм, требуется скорректировать настройки шагового двигателя. Для этого нужно найти значение, установленное в прошивке принтера, запустив команду M502. Например, в программе записано число 95,5.
Теперь следует вычислить новое значение по формуле Y × L / l, где
- Y — число, найденное в программе (95,5);
- L — длина прутка, которая была задана (100 мм);
- l — длина, на которую фактически протянут филамент (например, 98 мм).
95,5 × 100 / 98 = 97,4 (округлить до десятых).
Это и будет новое значение Estepps/mm.
Для записи корректировки нужно найти в меню параметр Estepps/mm и ввести полученное значение. Для сохранения в памяти принтера следует запустить команду M500.
Калибровка окончена. Для проверки повторяем контрольную подачу филамента.
Калибровка температуры
Температура термистора калибруется следующей командой: M303 E0 S235 C8 U, где:
- Е0 — номер экструдера (0 означает 1-й экструдер);
- S235 — температура нагрева 235 °C;
- С8 — число циклов;
- U — ключ на сохранение параметров.
После окончания калибровки обязательно дать команду M500, обеспечивающую сохранение калибровок в памяти принтера.
Для упрощения процедуры вместо работы с консолью, куда, как правило, вводят команды, нужно создать файл с расширением .gcode:
- создать файл в «Блокноте»;
- записать в нем команды:
- M106 S127
- M303 E0 S235 C8 U
- M500
- M300 S500 P1
- нажать «Сохранить как» и присвоить имя calibrovka.gcode.
Этот файл нужно будет запустить на 3D-принтере.
Справка. Первая команда включит вентилятор на 50 %, что увеличит точность калибровки, а последняя заставит принтер подать звуковой сигнал об окончании калибровки.
Калибровка подачи филамента
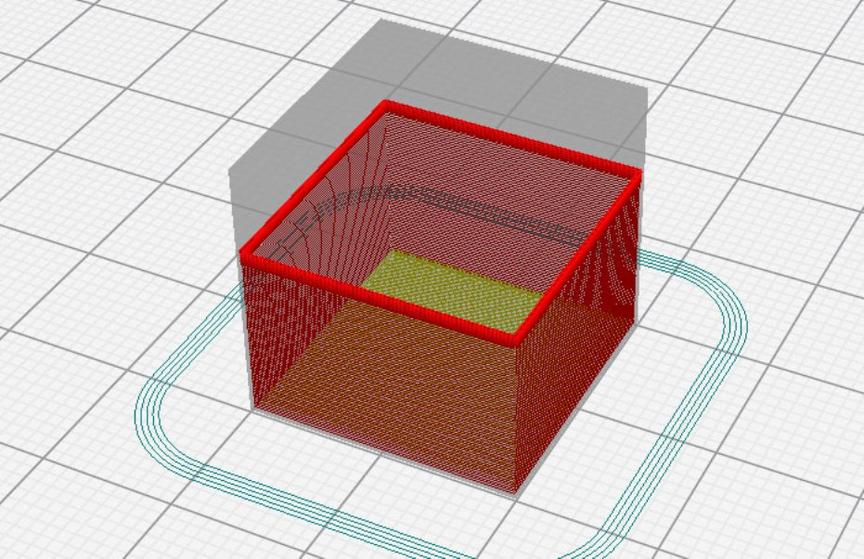
Настройку подачи пластика начинают с печати тестового кубика. В слайсере выставляют настройки:
- величина потока: 100 %;
- без заполнения;
- число линий стенок: 1;
- без крышки (число слоев крышки — 0).
В чекбоксах таких параметров, как «Чередующаяся стенка» и «Режим вазы», галочки снимают.
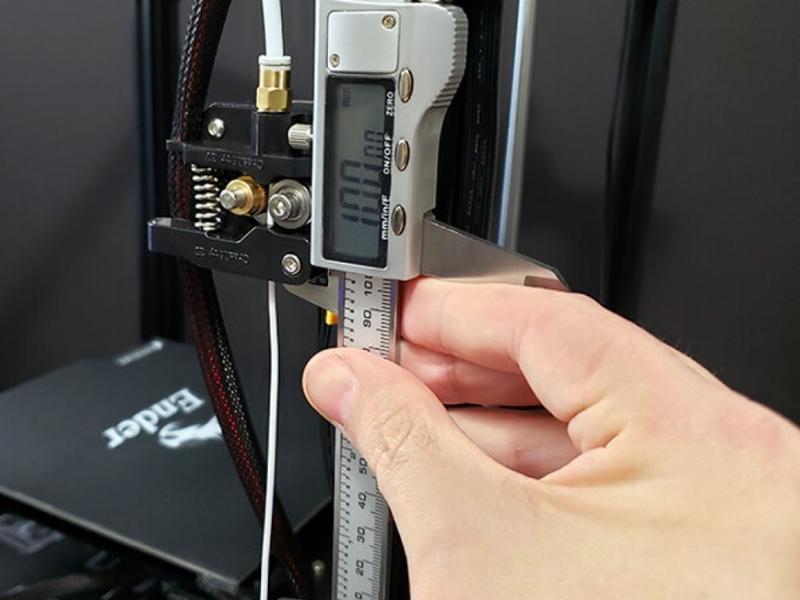
Нужно найти среднее значение толщины стенки. Для этого штангенциркулем каждую из стенок измеряют минимум в трех местах. Полученные значения складывают и делят на число замеров. К примеру, результат равняется 0,45. Подставляем в формулу величины потока 100 % × p / k, где:
- p — диаметр сопла;
- k — коэффициент средней величины измерений, который получился после замеров тестового кубика.
100 × 0,4 / 0,45 = 88,(8)
Полученное значение округляют до десятых и вносят в настройки программы.
Корректность настроек проверяют, распечатывая еще один тестовый кубик и произведя замеры. Итоговый результат должен равняться числу p.
Ошибки и способы их избежать
- После перезагрузки принтера калибровка не сохраняется. Причина: не была дана команда на запись изменений в ПЗУ EEPROM. По окончании калибровки и внесения изменений в параметры нужно запустить G-код M500.
- После проведенных манипуляций качество печати изменилось незначительно или даже ухудшилось. Причина: неверно сделаны измерения. Для увеличения точности следует выполнять цикл замеров и высчитывать среднее значение, это позволит минимизировать погрешности измерения.
Калибровка экструдера даст возможность добиться высокого качества 3D-печати. Не стоит пренебрегать этим этапом настройки принтера. Педантичное следование алгоритму настройки и тщательное измерение необходимых для калибровки показателей обусловят максимально точный результат.

Оставить комментарий