Наладка станков с ЧПУ
Числовое программное управление (ЧПУ) широко используется в станках различного типа. Оно позволяет автоматизировать процесс, повысить точность и изготавливать сложные детали. Однако для того, чтобы станок выполнял задуманную операцию, необходима правильная наладка ЧПУ. Порядок и правила ее проведения заслуживают особого внимания.
- Что такое наладка станка с ЧПУ?
- Что такое карта наладки станка с ЧПУ и зачем она нужна, кто составляет?
- Что такое комментарии в карте наладки?
- Содержание карты наладки для станков с ЧПУ
- Порядок оформления
- Разработка управляющей программы для станков с ЧПУ
- Рекомендации по работе с технологической документацией
- Образцы
Что такое наладка станка с ЧПУ?

Наладка ЧПУ представляет собой завершающий этап приведения станка в рабочее состояние и включает настройку системы на выполнение конкретных операций. Эту сложную задачу выполняет квалифицированный наладчик. В его обязанности входит введение программы, запуск управляющей системы, проверка ее функционирования. При необходимости проводится корректировка управляющей программы (УП) и всего программного обеспечения (ПО). Наладка обязательно производится на нескольких режимах.
Наладка и настройка станка с ЧПУ осуществляются в строгой последовательности: установка оборудования, монтаж приспособлений и механизмов, проведение настройки размеров, введение УП, тестовая обработка заготовки, оценка работы УП и корректировка ее. Процедура внесения коррекции получила название «подналадка».
Большинство станков с ЧПУ обладают универсальностью, т. е. предназначены для проведения разнообразных операций. На каждую операцию предусмотрена своя УП и конкретные режимы работы. Для того чтобы не проводить наладку и настройку ЧПУ при каждом переходе на новое задание, применяются 2 способа сохранения настроечных сведений – карта наладки и комментарии к УП.
Что такое карта наладки станка с ЧПУ и зачем она нужна, кто составляет?

Карта наладки станка (КНС) с ЧПУ — это расчетно-технологическая карта, в которой на плоском изображении (чертеже) отображается статистика изменения производственного процесса для визуального восприятия его основной сути. Она является основным документом для наладчика оборудования при подготовке его к выполнению конкретной операции, а также для комплектовщика и настройщика рабочего инструмента при его подборе.
В КНС отражаются наиболее важные параметры: необходимый инструмент (основной и вспомогательный), его расположение на станке и применение; размерная цепь системы на всех стадиях рабочего процесса; технологические режимы процесса; конфигурация конечного результата с указанием основных ориентиров (опорных точек); исполнительные размеры.
Разрабатывает КНС технологическая служба предприятия. Технолог вносит в нее результаты окончательной отработки конкретной технологической операции. Оформленная графически карта передается наладчику ЧПУ, который после соответствующей обработки вносит ее в программу станка. После ввода она становится доступной оператору, и ему достаточно найти нужную КНС при необходимости выполнения определенной операции. Станок обеспечит операцию без дополнительной настройки, по предыдущим данным.
Использование КНС вполне обосновано. При выполнении на одном станке разнотипных операций в разной последовательности устраняется необходимость проведения наладки при каждом переходе. Производство какой-либо детали может прекратиться на длительное время, но в последующем возникает необходимость его возобновления. С КНС не надо разрабатывать техдокументацию вновь. Достаточно воспользоваться памятью компьютера и вывести ранее использовавшуюся карту. Наконец, при смене всего обслуживающего персонала возникает необходимость освоения новыми сотрудниками всего производимого ассортимента. На это потребуется время. При наличии КНС достаточно просто запустить ее для установки нужных режимов.
Что такое комментарии в карте наладки?
Комментарии к КНС (ККНС) – это текст для оператора станка с ЧПУ, содержащий словесное разъяснение графического документа. Перед их началом ставится знак «;», или комментарии берутся в скобки. Например: ;TOOL1 или (TOOL1). В этом случае ККНС будет предназначена только для оператора.
В ККНС рекомендуется отражать такие сведения:
- наименование обрабатываемого изделия;
- дата составления;
- номера заказа (КНС);
- материал изделия;
- информация о системе координат;
- перечень технологических операций;
- параметры рабочего инструмента (наименования, размеры).
У систем управления достаточно часто имеются ограничения по работе с ККНС, т. к. воспринимаемый объем лимитируется 32 символами. Для расширения возможности устанавливаются стойки с полноразмерной клавиатурой (СЧПУ). При этом стойка должна поддерживать символы на кириллице.
Содержание карты наладки для станков с ЧПУ
Для полного понимания системой команд в КНС нужно внести такие сведения:
- модель и марку станка и СЧПУ;
- наименование конечного изделия и УП;
- эскиз изделия с указанием номеров поверхностей по очередности их обработки, расположение по отношению к рабочему органу станка;
- название и порядковые номера рабочих инструментов;
- информацию о приспособлениях, необходимых для установки на станок для проведения операции;
- перемещения (вылеты) инструментов по осям;
- очередность выполнения операций;
- координаты начальных точек рабочих органов и координаты начала обработки.
Дополнительно вносятся сведения о нестандартных приспособлениях и механизмах, необходимых для проведения работ. В КНС вносится информация, характерная для конкретного типа станка. Документ должен полностью описать систему «станок – приспособления – инструмент – заготовка – готовое изделие» на всех стадиях обработки. Опорные точки четко описывают конфигурацию обрабатываемой поверхности.
Порядок оформления
Оформление КНС осуществляется в такой последовательности:
- В обычной (прямоугольной) системе координат чертится эскиз обрабатываемой детали. Отмечается точка, с которой начинается обработка (исходная точка).
- Размечается расположение крепежных точек (зон) на станке с учетом выбираемой оснастки.
- Указывается траектория движения рабочего инструмента в данной системе координат.
- На траектории инструмента устанавливаются опорные точки с цифровым обозначением и указанием направления движения с помощью стрелок.
- Отмечаются точки контроля, в которых запланирована краткосрочная остановка станка для проверки правильности и точности обработки.
- На каждом участке обработки отмечаются ее режимы.
- Особым образом выделяются опорные точки, координаты которых определяются непосредственно по КНС.
- Наносятся дополнительные сведения, уточняющие особенности обработки – последовательность операций, характеристики инструмента и т. п. Можно использовать цифровое или буквенное обозначение.
При разработке КНС рекомендуется учитывать такие нюансы:
- Желательно совместить проведение рабочих и холостых операций.
- Наиболее объемные и тяжелые операции выполняются первыми.
- При обработке изделий сложной конфигурации используется чистовой и черновой инструмент.
- В процессе обработки может изменяться жесткость, что необходимо учитывать при определении порядка операций.
- Надо исключить соударения заготовки и инструмента на холостом ходу.
Важно! Оформление КНС часто производится технологом вручную. В настоящее время есть CAD/CAM-системы, которые составляют документ в автоматическом режиме при введении программы на обработку конкретной детали.
Разработка управляющей программы для станков с ЧПУ
Для проведения необходимой операции на станке УП должна задать траекторию движения рабочего инструмента. Расчетные данные записываются на носитель с помощью определенной последовательности фраз. В такие фразы помещается нужная геометрическая и технологическая информация, которая необходима для обработки конкретного участка заготовки.
Порядок фраз должен полностью соответствовать последовательности осуществления технологических приемов. Все фразы включают определенное количество сторон перфоленты, причем каждой из них соответствует запись в форме кодовых символов и знаков. Несколько строк в пределах фразы с определенной последовательностью формируют программу для одного рабочего органа станка. Может применяться 2 варианта записи УП: с кадрами, т. е. постоянной длиной фраз, или с изменяющейся их длиной.
Рекомендации по работе с технологической документацией
Для того чтобы осуществить настройку любого станка с ЧПУ, требуется такая технологическая документация:
- КНС;
- эскизы по каждой отдельной операции (операционные эскизы);
- расчетно-технологическая карта;
- операционная карта режимов.
На крупных производственных предприятиях используется весь комплект стандартизованной документации. В настоящее время большинство организаций переходит на оформление и порядок ее использования по собственным, внутренним, правилам. Небольшие фирмы, имеющие 1–2 станка с ЧПУ и ограниченную номенклатуру изделий, вообще отказываются от использования карт. На станках УП четко отрегулированы и не требуют внесения корректировок. К тому же архаикой выглядят и перфоленты. Однако использование КНС и для них порой становится острой необходимостью. Карты требуются при восстановлении выпуска деталей, производство которых давно прекращено, или при значительном обновлении штата операторов станков.
Образцы
Обрабатывающие станки разного типа имеют свои специфические характеристики и предназначены для проведения определенных операций. Для них значительно различаются и КНС, т. к. требуется различный инструмент, да и сама траектория движения существенно различается.
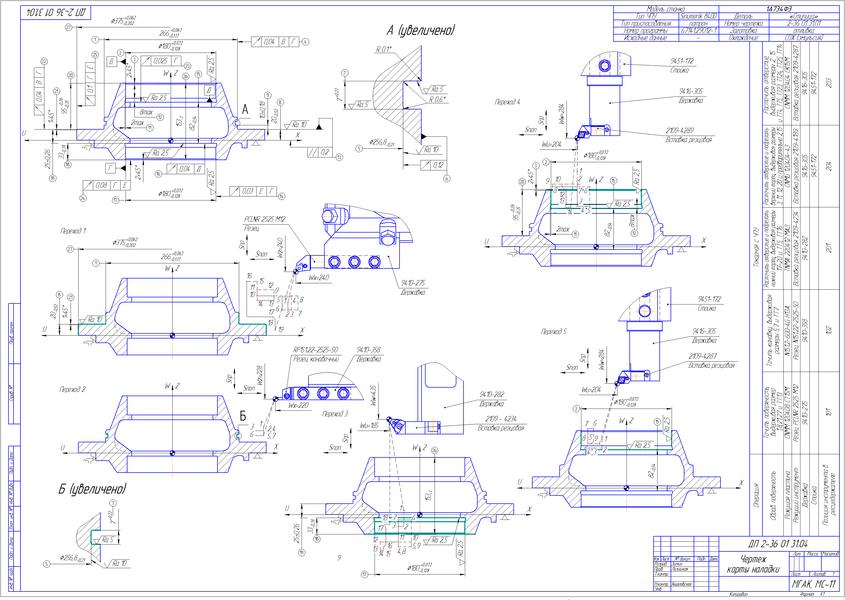
Фрезерного станка
В КНС для фрезерного станка с ЧПУ вносятся такие сведения:
- сведения об обрабатываемой заготовке (наименование, расположение и т. п.);
- чертеж в формате А1;
- операционная карта.
Для универсального фрезерного станка с ЧПУ КНС можно здесь.
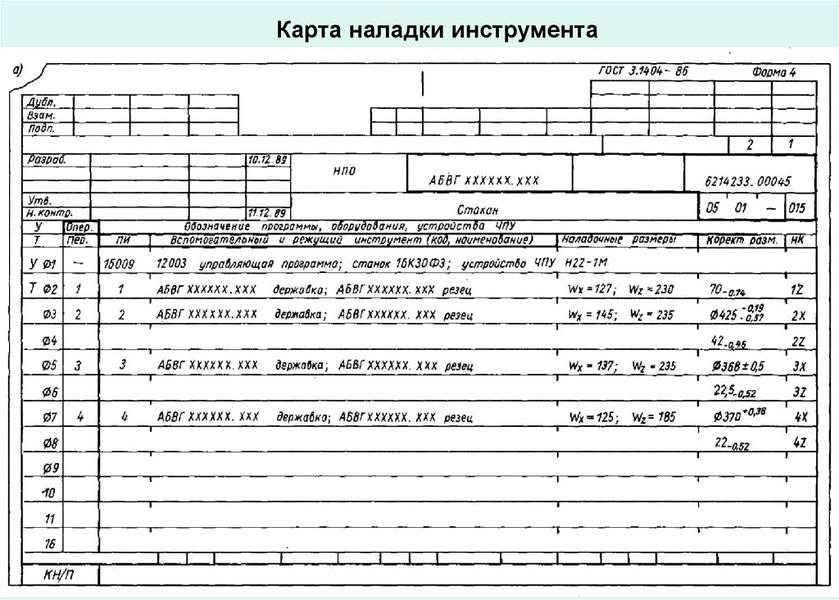
Образец карты наладки:

Оформление КНС фрезерных станков производится с учетом ЕСТД ГОСТ 3.1404.74. Этот документ регламентирует карту обработки с правилами комплектования инструментами и технологической оснасткой.
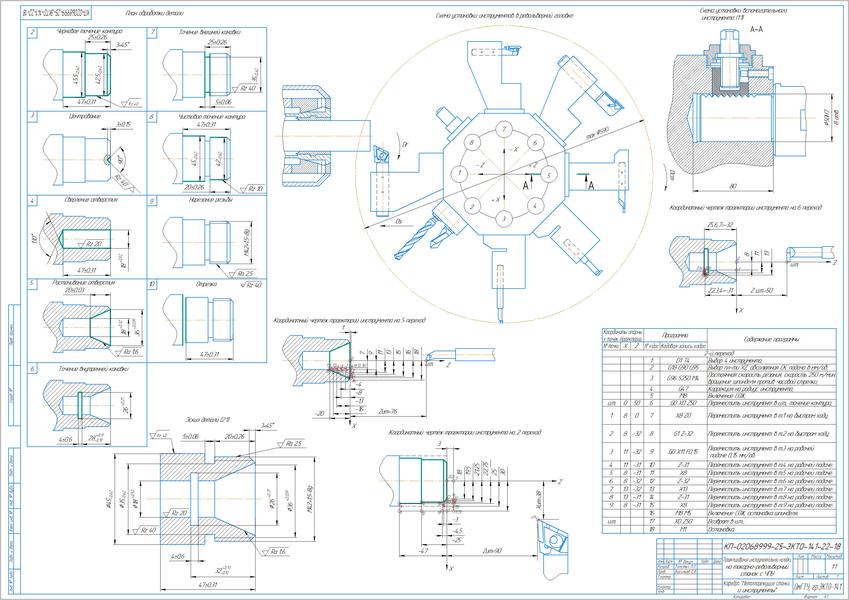
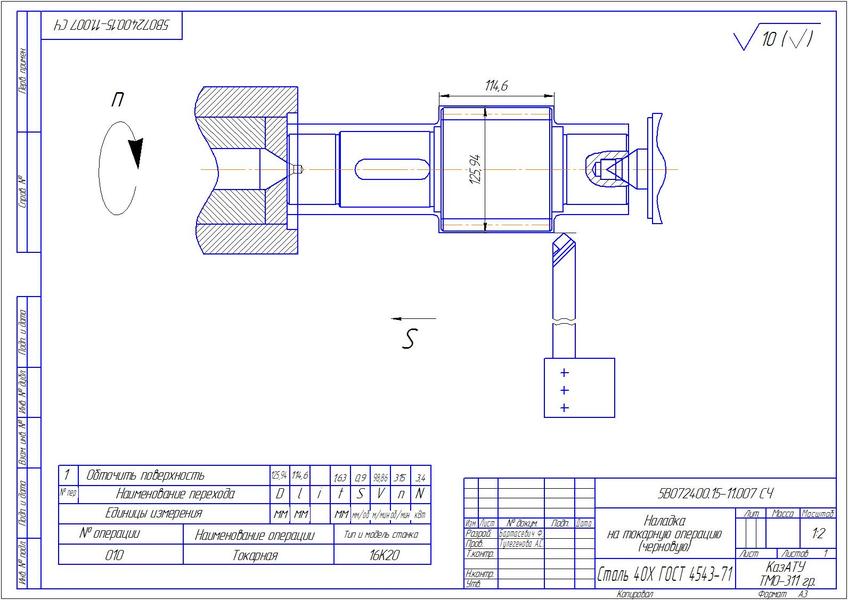
Токарного станка
В КНС токарного станка с ЧПУ обязательно указываются такие нюансы: указание по применению зажимных приспособлений и порядок их подготовки, размер исходной заготовки и конечной детали, список основного рабочего (резцов) и вспомогательного инструмента с указанием расположения точек режущих кромок относительно опорной точки станка, координаты начальной точки обработки. В станках патронного типа начало координат, как правило, находится на пересечении оси шпинделя с зеркалом зажимного патрона.
Образец КНС токарного станка с ЧПУ:
Для обеспечения точной работы станков с ЧПУ необходима профессиональная наладка. Ее проводит специалист-наладчик по установленным правилам для конкретного типа оборудования. Управляющая программа разрабатывается с учетом основных параметров заготовки и процесса обработки, а при наладке вносятся необходимые корректировки. Для сохранения в памяти результатов настроек оформляется карта наладки станка.



Оставить комментарий