Как печатать леской для триммера?
Наверняка большинство 3D-мейкеров слышали про печать леской от триммера. Это тонкий пруток, который вставляют в ручную газонокосилку. Он также продается в катушках. И некоторые печатники используют его как расходный материал.
- Триммерная леска на 3D-принтере
- Настройки параметров для печати леской для триммера
- Печать леской для триммера: пошаговая инструкция
- Ошибки печати леской и способы их избежать
Триммерная леска на 3D-принтере
Нейлоновая нить, она же капрон, – это и есть обозначение лески для триммера. Обычно она имеет желтый, рыжий, голубой или зеленый окрас. Материал можно найти в обычном строительном или садоводческом магазине. Леску ставят в режущую головку триммера. Собственно, нейлон является своеобразным ножом, который косит траву во время раскручивания головки катушки триммера. Толщина нейлонового прутка может колебаться от 1,3 до 7 мм.
Большое количество печатников выбирают именно триммерную леску из-за дороговизны обычного нейлона. И это оправданное решение. Сравним два разных прутка:
- Леска из строительного магазина: 1,6 мм Hammer, 15 метров – 85 рублей за моток.
- Пластик из профильного магазина: 1,75 мм U3Print Nylon Super, около 200 метров – 1750 рублей за катушку.
Методом нехитрых вычислений получаем, что обычный нейлон из строительного магазина почти в два раза дешевле, чем профессиональный расходник. И это мы взяли достаточно дорогой моток лески. Можно найти капрон для триммера за 40 рублей / 15 метров со схожими характеристиками.
Внимание! При покупке лески обратите внимание на сечение прутка. В продаже есть катушки с круглым и квадратным сечением. Последние не подходят для печати на 3D-принтере.
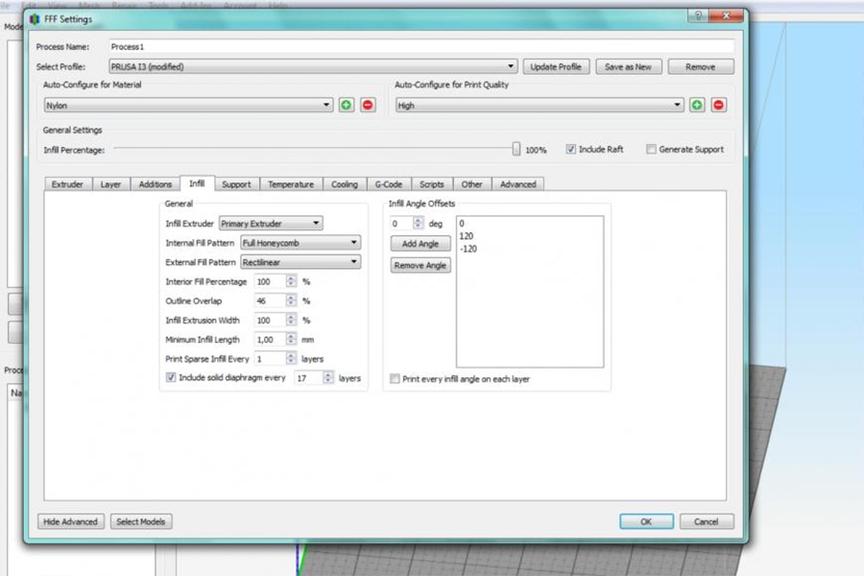
Настройки параметров для печати леской для триммера
Естественно, леска – это не калиброванный нейлон, который специально разрабатывали для 3D-принтеров. Чтобы печатать таким филаментом, нужно выставить правильные параметры печати:
- Температура экструдера: от 235 до 255 °С. Тут нужно экспериментировать. Все зависит от того, какой материал вы купили.
- Температура рабочего стола – 110 °С.
- Диаметр сопла – 0,4 мм для нити 1,75 мм.
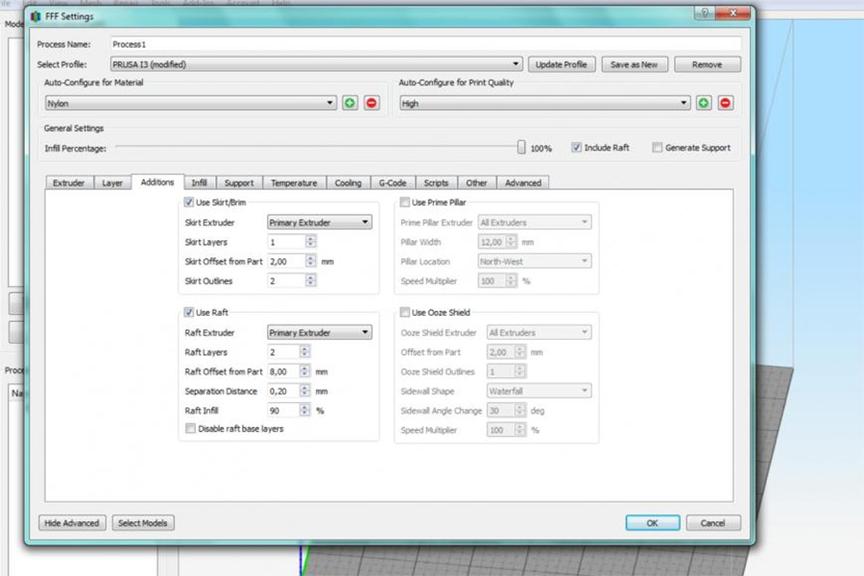
- Обязательно выставить поддержки в слайсере.
- Печать с рафтом для лучшей адгезии.
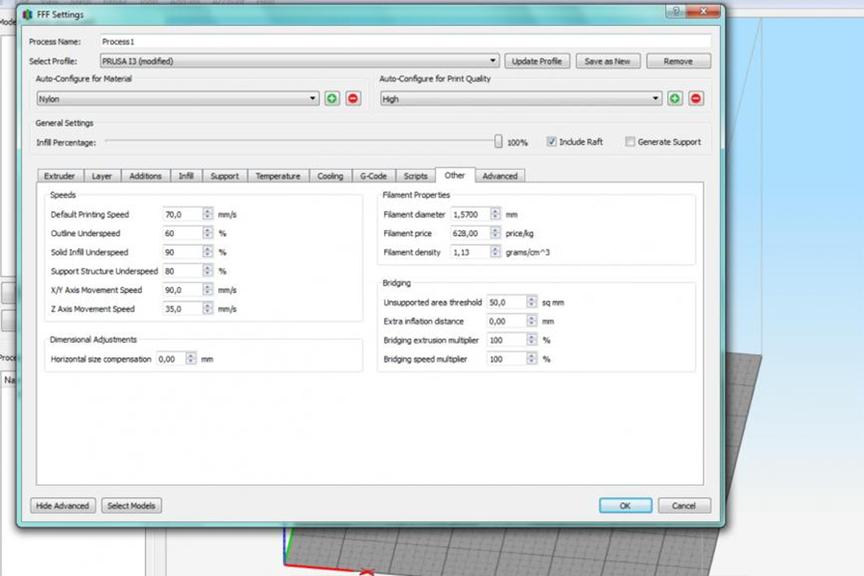
Остальные настройки нужно выставлять методом проб и ошибок. В любом случае 3D-мейкер будет искать оптимальные параметры под свое устройство печати и леску. Мы даем лишь общие параметры, которые работают практически во всех случаях.
Дополнительные настройки, которые могут помочь в работе:
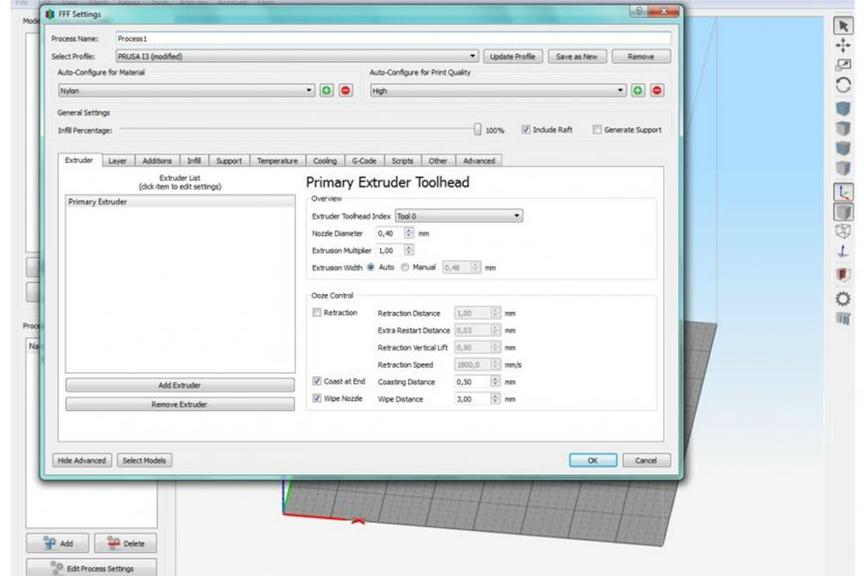
Информация! В слайсере нужно сделать дубль профиля филамента Nylon, и уже в него вносить изменения.
Печать леской для триммера: пошаговая инструкция
В случае работы с леской нужно соблюдать определенную последовательность, чтобы печать шла ровной, без косяков и дефектов:
- Сначала нужно просушить моток с нейлоном. Некоторые печатники используют духовой шкаф для этих целей. Также можно воспользоваться строительным феном. Установите температуру в пределах 80–100 °С, положите катушку в пластиковый контейнер. Сушите леску примерно 1,5–2 часа. Не перегрейте пластик и сам контейнер. Нужно обеспечить равномерный нагрев по всей катушке, но не перегреть ее.
- Сразу после разогрева можно перемотать пруток на стандартную бабину для филамента.
- Протрите стол раствором для ABS или обрызгайте его поверхность недорогим лаком для волос. Лучше брать лаки для сильной фиксации. Дешевый и быстрый метод.
- Установите настройки принтера. При необходимости сделайте калибровку принтера.
- Попробуйте выгнать тестовую модель. Это может быть кубик или другая фигура.
- Запустите печать модели.
Если возникли проблемы с адгезией, стоит попробовать немного подкрутить температурные настройки печатного стола.
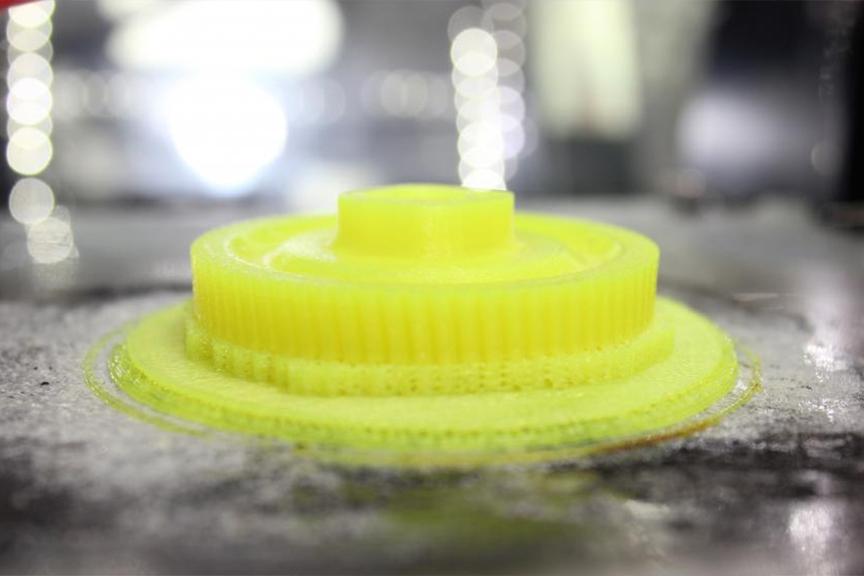
Готовая шестеренка, сделанная из лески
Важно! Некоторые печатники используют каптон (термостойкий скотч). Практически все пользователи отмечают, что модель хорошо отклеивается от скотча и не отламывается.
Ошибки печати леской и способы их избежать
Перечислим ряд ошибок, которые можно допустить во время печати:
- Быстрый расход филамента. Стандартный моток пластика Nylon переваливает за отметку в 200 метров. Катушка из лески всего 15 метров. Она быстро кончается, печать может остановиться в самый ненужный момент. Заранее спаяйте несколько прутков в одну нить. Проделайте это сразу после просушки, когда будете перематывать материал на бабину.
- Плохой захват зубцами. Это общая болезнь при использовании Nylon. Филамент проскальзывает. Шестерня не может его захватить. Нужно настроить прижимной ролик. Увеличить силу прижатия. Но не переборщите. Иначе пойдет стружка. Также стоит заменить или модифицировать шестерню. Некоторые 3D-мейкеры делают на ней мелкие насечки при помощи алмазной шкурки или шлифовального диска.
- Материал выходит кусками, волокнами. Обычно этими недостатками грешит дорогая леска. Берите самый дешевый расходник. Как показывает опыт десятков печатников, именно она обладает оптимальными физическими характеристиками.
- Пробелы в печати. Возможно, нужно уменьшить шаг подачи филамента, а также увеличить температуру нагрева стола.
В любом случае – экспериментируйте и пробуйте собственные настройки. Благо цена лески для триммера позволяет это делать.
Интересно! Также можно попробовать изменить толщину лески в слайсере, чтобы улучшить качество печати. Например, поставить меньший диаметр нити.
Леска для триммера – это отличный расходный материал, который обходится почти в два раза дешевле, чем его профессиональный аналог. При этом он не особо уступает по качеству и физическим характеристикам. Перед печатью леской нужно проделать ряд манипуляций, а именно: настроить принтер, подготовить нейлон и обработать печатную поверхность.
Оставить комментарий