Технология 3D-печати Binder Jetting — обзор метода, его преимуществ и возможных сфер применения
В этом материале мы расскажем об аддитивной технологии Binder Jetting — послойном склеивании порошковых материалов связующим веществом. Мы рассмотрим, что представляет собой эта технология и по каким принципам в устройствах на базе Binder Jetting осуществляется печать. Также выделим преимущества этого метода изготовления 3D-изделий и расскажем, какие возможности он предоставляет и в каких сферах используется.
Содержание:
- Binder Jetting — суть технологии и принцип работы
- Работа с металлическими порошками
- Особенности печати песком и другими материалами
- Типы материалов для печати по технологии BJ
- Достоинства и недостатки технологии
- 3D-устройства на основе метода Binder Jetting
- Резюме
Binder Jetting — суть технологии и принцип работы

Binder Jetting (BJ) представляет собой метод 3D-печати, где в качестве расходных материалов используются порошковые материалы, соединяемые специальным связующим компонентом. Для печати могут использоваться разные типы порошков, например, керамические, полимерные или металлические.
Binder Jetting — разработка сотрудников технологического института MIT. Она появилась в 1993 году, после чего ее приобрела компания Z Corporation, а затем права на нее перешли к 3D Systems. Этот метод печати получил широкое распространение в промышленных сферах — при проектировании и в производстве.
Binder можно перевести как «связующий компонент», а jetting — «впрыскивание». Название технологии отражает суть этого метода печати — нанесение склеивающего вещества подобно тому, как в струйном принтере чернила переносятся на бумагу.

Печать производится в несколько этапов — сперва в рабочую камеру поступает часть порошкового материала, он разравнивается валиком до получения однородного тонкого слоя, после чего над ним проходит печатный узел, струйным методом наносящий связующее вещество. После чего поверх готового слоя наносится новая порция порошкового материала, и все шаги повторяются до тех пор, пока не будет получена готовая деталь.
Эта технология работает с разными типами расходных материалов — гипсовыми и металлическими порошками, песком, а также с керамическим и полимерным сырьем.
Одна из отличительных особенностей технологии состоит в возможности получения полноцветных моделей, для чего нужно лишь добавить к связующему компоненту краситель. При этом пигмент можно нанести не только поверх изделия, но и на любую требуемую глубину, что позволяет получить хорошо прокрашенную модель с устойчивым к внешним воздействиям цветом.
Изделия, полученные с помощью метода Binder Jetting, требуют дополнительной обработки, которая различается в зависимости от типа сырья.
Работа с металлическими порошками

При аддитивной печати металлом в методе Binder Jetting используется сырье в виде металлических порошков разных типов и состава, а также связующий полимерный компонент. Этот метод позволяет получать такие модели из металла, которые невозможно изготовить традиционными способами. Посредством 3D-печати изготавливаются сложные внутренние элементы детали любой формы и конфигурации. При печати используются разные типы металлов и неметаллов, например, нержавеющая сталь, медные, композитные, титановые порошки, инконель, карбид вольфрама, керамика.
После изготовления деталь отправляется на постобработку, где ей придаются требуемые характеристики прочности. Модель помещается в печь и выдерживается при определенной температуре. Таким образом методом выжигания связующего компонента и/или спекания модели получают изделие, свойства которого не уступают обычным цельнометаллическим деталям.
Спекание производится при температуре, составляющей 97 % от температуры плавления материала, использовавшегося при изготовлении детали. При этом изделия подвергаются усадке, но это учитывают заранее при проектировании модели.
Иногда при постобработке ограничиваются только выжиганием связующего материала, без спекания. При этом изделие сохраняет свои первоначальные размеры, но его плотность уменьшается. Образовавшиеся пустоты впоследствии заполняются бронзой.
Особенности печати песком и другими материалами

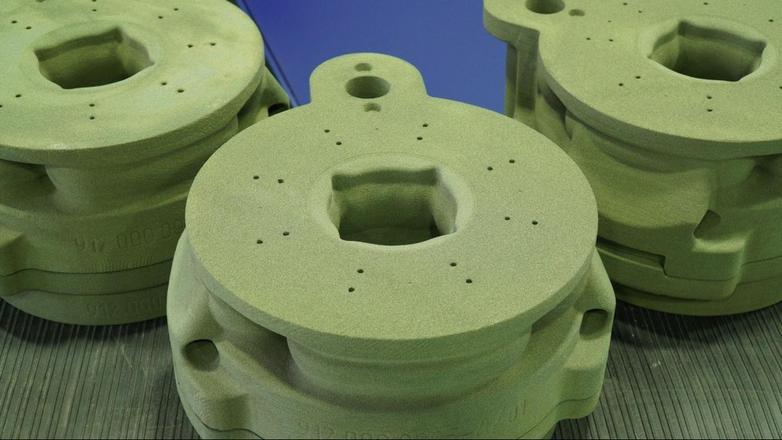
При помощи технологии Binder Jetting производятся песчаные литьевые формы, используемые в дальнейшем при изготовлении литых металлических деталей, а из керамического и композитного сырья можно получать самые разные изделия, включая сувенирные или декоративные, чему способствует возможность изготовления методом BJ полноцветных моделей.
При получении цветных изделий в принтере задействуются две печатающие головки: одна наносит связующий компонент, а другая используется для добавления краски.
Последующее спекание по тому же принципу, который был описан выше, помогает улучшить механическую прочность детали.
При изготовлении 3D-изделий с помощью метода Binder Jetting может быть использовано самое разное сырье, включая натуральный песок и искусственный диоксид кремния.
Литьевые формы из песка, получаемые по технологии BJ, отличаются высокой точностью, к тому же этот метод позволяет существенно сэкономить время на их изготовление и снизить себестоимость деталей.
Типы материалов для печати по технологии BJ

При печати могут использоваться разные типы порошков, при этом постепенно разновидностей сырья становится все больше, с течением времени разрабатываются новые виды расходных материалов. Однако наиболее часто при 3D-печати методом BJ применяются следующие виды порошкового сырья.
Нержавеющая сталь
Выше уже упоминалось, что изделия из металла усаживаются при запекании, их первоначальные размеры меняются. Однако, если учесть эти изменения в модели на этапе проектирования, изделия из нержавеющей стали, полученные таким методом, могут использоваться в любой сфере, ничем не уступая тем, которые изготавливаются обычным литьем или при помощи других традиционных технологий производства. Готовые детали имеют высокие показатели прочности и отличные механические характеристики, при этом устойчивы к коррозии.
Изделия, не подвергающиеся спеканию, в которых связующий компонент выжигается, а полости заполняются бронзой, также имеют высокую прочность. Но этот показатель чуть меньше, чем у спеченных, из-за частично сохраняющейся пористости, которая может достигать 10 %. Эти изделия также могут применяться в самых разных сферах, в том числе при решении производственных задач. Преимущество метода выжигания — в получении деталей с более предсказуемыми и точными размерами.
Кремнезем
Диоксид кремния, или кремнезем, используется при изготовлении 3D-моделей, обладающих повышенной устойчивостью к воздействию высоких температур. Этот тип порошкового сырья отлично подходит для печати песчаных литьевых форм — в этой сфере 3D-печать кремнеземом позволяет получить особенно эффективные результаты.
Изготовление полноцветных моделей из гипса и песчаника
Хотя изделия из этих материалов не выдерживают сильных механических нагрузок и довольно хрупки, они широко используются в демонстрационных целях, а также при изготовлении декоративных элементов. На примере таких моделей можно наглядно показать возможности полноцветной 3D-печати, а также использовать их как наглядный материал при обучении. Из гипса и песчаника получаются интересные декоративные изделия, элементы декора, а также копии произведений искусства или музейных экспонатов.
Инконель
3D-печать инконелем, относящимся к семейству жаропрочных сплавов, при последующем запекании изделий позволяет получать высокопрочные детали с превосходными механическими характеристиками, устойчивые к воздействию высоких температур и агрессивных (химических) сред.
Карбид вольфрама
Изделия из карбида вольфрама, полученные методом Binder Jetting, после запекания отличаются высокими показателями твердости, что позволяет изготавливать этим способом насадки для режущего инструмента.
Достоинства и недостатки технологии

Как и любая другая технология 3D-печати, метод Binder Jetting также обладает своими достоинствами и недостатками. Рассмотрим основные плюсы и минусы этого способа, чтобы получить более объективное представление о возможностях технологии.
Преимущества BJ:
- Дешевле других методов аддитивной печати металлами, таких как SLM, DMLS или Material Jetting.
- Позволяет получать полноцветные изделия.
- Отлично справляется с изготовлением деталей, имеющих сложную конфигурацию и форму внутренних сторон.
- Изделия не деформируются при печати.
- Отличается высокой производительностью при изготовлении малых и средних партий изделий.
Недостатки BJ:
- Модели имеют большую пористость по сравнению с деталями, полученными методом DMLS или SLM, из-за чего их прочность ниже.
- До этапа термообработки детали имеют повышенную хрупкость.
- Если деталь будет подвергаться запеканию, нужно учесть на этапе проектирования разницу в размерах из-за усадки.
- Ограниченный диапазон доступных материалов — по сравнению с другими методами 3D-печати их все еще не так много.
3D-устройства на основе метода Binder Jetting
Рассмотрим несколько 3D-принтеров, работающих на базе технологии Binder Jetting.
Robotech R-2000

Это крупногабаритный 3D-принтер промышленного класса, ориентированный на потребности крупных производственных предприятий металлургической отрасли. Разработка российской компании «Роботех». Изготавливает изделия со скоростью от 6 до 20 мм/час с минимальной толщиной слоя 200 мкм. Отличительная особенность устройства — обширная рабочая область 2000 x 1000 x 1000 мм, позволяющая изготавливать крупные формы для литья больших изделий. Позволяет печатать 3D-изделия сложных конфигураций. Есть возможность индивидуальной настройки под конкретный заказ, включая ограничение области печати и перенастройку ПО.

Достоинства:
- производственный процесс экологичен и безопасен;
- надежность аппарата 3D-печати;
- автоматизированный процесс изготовления моделей;
- возможность удаленного управления устройством;
- оставшийся после изготовления модели песок без связующего вещества можно использовать повторно;
- возможность частично задействовать рабочую область;
- поддержка интеграции с ERP-системами.
Недостатки:
- если деталь планируется в дальнейшем запекать, нужно заложить процент усадки в размеры модели на этапе проектирования.
Robotech R-600

Еще одна разработка компании «Роботех», небольшой принтер промышленного класса, хорошо подходящий для малых металлургических компаний, университетов, исследовательских центров, конструкторских бюро. Габариты области печати составляют 600 x 480 x 250 мм и позволяют изготавливать литейные формы малых и средних размеров. Минимальная высота печатного слоя — 200 мкм. Скорость печати составляет от 6 до 20 мм/ч, изготовление формы в среднем занимает не более суток.
Достоинства:
- возможность изготовления 3D-моделей сложной формы;
- высокоточная быстрая печать;
- возможность перенастройки оборудования и ПО под конкретный заказ;
- позволяет частично задействовать область построения;
- возможность повторного использования песка, оставшегося после изготовления модели;
- интеграция с системами ERP.
Недостатки:
- пористость и меньшая прочность модели по сравнению с другими методами 3D-печати.
ExOne X1 160Pro
3D-принтер на основе технологии Binder Jetting, оснащенный рабочей камерой большого объема. Запатентованная система ExOne Triple ACT контролирует дозирование, распределение и уплотнение порошковых материалов, что обеспечивает лучшую среди аналогичных аппаратов плотность и повторяемость изделий. Устройство позволяет изготавливать модели габаритами до 800 x 500 x 400 мм благодаря рабочей камере 160 литров.
Достоинства:
- высокая точность и повторяемость изделий;
- большая рабочая камера;
- высокая скорость работы;
- возможность удаленного управления принтером.
Недостатки:
- меньшая плотность изделий по сравнению с другими методами печати.
Резюме
Binder Jetting — одна из самых точных и экономичных технологий 3D-печати из представленных сегодня на рынке. Ее применение особенно эффективно в металлургической сфере и при печати литейных форм из песка. Применение устройств на основе этой технологии позволит предприятиям существенно улучшить эффективность производственных процессов и повысить свою конкурентоспособность.
Оставить комментарий