Технология SLS – новое слово в 3D-печати
В статье пойдет речь о технологии SLS: разбираемся в теории селективного лазерного спекания полимерных порошков, обсуждаем преимущества и недостатки метода, рассматриваем характеристики SLS-печати и делаем обзор на компактные 3D-принтеры Sinterit lisa и Lisa pro.
- Метод селективного лазерного спекания
- Процесс SLS печати
- Физические основы лазерного селективного спекания порошков
- В каких отраслях применяется и для чего?
- Особенности и преимущества SLS-технологии
- Материалы для SLS-печати полиамидом
- Характеристики SLS-печати
- Примеры компактных моделей 3D-принтеров SLS: коротко о Sinterit Lisa и Lisa PRO
Метод селективного лазерного спекания
Метод SLS (Selective Laser Sintering) – одна из самых распространенных аддитивных технологий. Принцип действия метода заключается в точечном спекании лазерным лучом полимерных порошков с разными компонентами.

Мощность лазерного луча в промышленных 3D-принтерах может достигать 200 Вт.
Метод селективного лазерного спекания разработали ученые Карл Декард и Джо Биман в далеком 1980 году в Техасском университете. Изобретение запатентовала компания DTM Corporation, которую приобрела корпорация 3D Systems.
Предварительно нагретый пластиковый (полимерный) порошок подвергается воздействию лазерного луча на непродолжительный срок и спекается с затвердевшими частицами нижележащего слоя. Настройки параметров процесса позволяют добиваться необходимой пористости и уровня плотности готовой трехмерной модели.
Процесс SLS печати
3D-устройства, работающие по SLS-технологии, обладают гибкими настройками.
Производители автоматически задают оптимальные параметры рабочего процесса, такие как уровень глубины, время воздействия и температура печати. Кроме того, может быть выбрана как работа лазерного спекания с переходными границами, так и по всей глубине изготавливаемой модели. Процесс SLS-печати выглядит следующим образом:
- Разогревание полимерного материала до температуры, максимально близкой к температуре плавления. Это обеспечивает быструю работу порошковых принтеров.
- Порошок отправляется в камеру построения. Материал разравнивается специальным валиком на толщину минимального слоя пластика.
- Лазер спекает слои полимера в заданных участках, которые соответствуют сечениям будущей модели.
- Следующий слой порошка подается после того, как предыдущий достаточно затвердел. Камера построения спускается на нижний уровень, лезвие распределяет очередной слой порошка.
- Процедура повторяется, пока не получится готовое изделие.
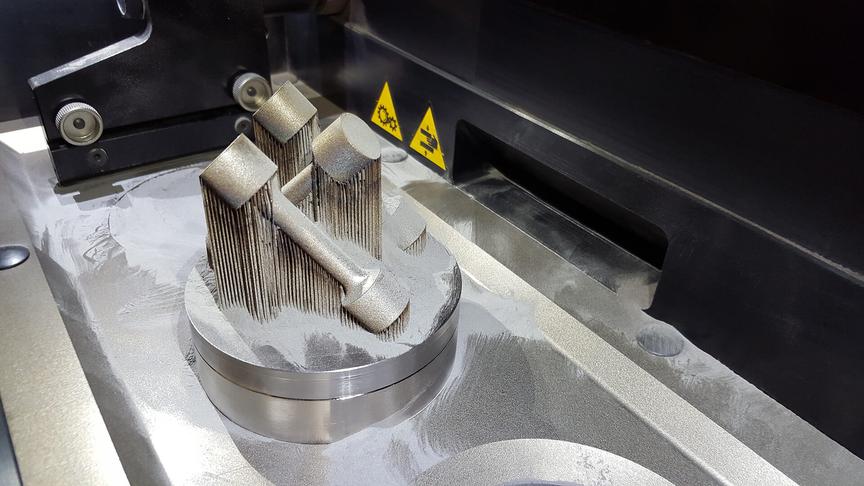
Готовая модель герметизируется в неспеченном материале. Перед тем как достать изделие, следует дать камере и порошку остыть. Процесс может занять до 12 часов, после чего остывшая деталь очищается от остатков материала. Оставшийся порошок можно использовать повторно.

По окончании процесса построения иногда требуется постобработка: пользователи самостоятельно полируют и шлифуют готовое изделие, придавая ему идеально ровную форму. Отметим, что технология постоянно совершенствуется, и потребность в финишной обработке моделей, напечатанных на SLS-принтерах, теряет свою актуальность.
Физические основы лазерного селективного спекания порошков
SLS-технология отличается низкой скоростью введения тепловой энергии. Чаще всего применяется непрерывный режим генерации луча, время действия импульсов сокращается до микросекунд. Формирование нового слоя представляет преобразование материала из жидкой фазы при высокой температуре воздействия.
Изготовленные на SLS-принтере трехмерные модели обладают практически изотропными механическими свойствами.
Готовые изделия отличаются повышенной упругостью и прочностью на растяжение.
В каких отраслях применяется и для чего?
Селективное лазерное спекание применяется только в промышленной и производственной сферах. Это обусловлено высокой стоимостью как самого оборудования, так и расходных материалов. Кроме того, SLS-принтеры отличаются большими габаритами. Соответственно, сферы применения технологии таковы:
- Функциональное тестирование. Перед тем как запустить какой-либо продукт в производство, разработчики в обязательном порядке проводят функциональное тестирование. Именно поэтому на принтере можно распечатать мастер-модель или даже полноценный функциональный прототип, соответствующий всем требованиям модели, но при этом не являющийся полноценным изделием. Такие трехмерные прототипы создаются с целью проверки свойств и функций будущего продукта.
- Прототипирование, позволяющее печатать макеты будущих моделей и опытные образцы, а также выявлять возможные неточности в деталях.
- Мелкосерийное производство. Для изготовления небольших партий моделей нужна всего одна деталь, которая может быть одновременно распечатана в нескольких копиях на одном устройстве. Таким образом, нужное количество деталей создается в считанные часы.
- Печать готовых функциональных компонентов.
- Инженерная отрасль.
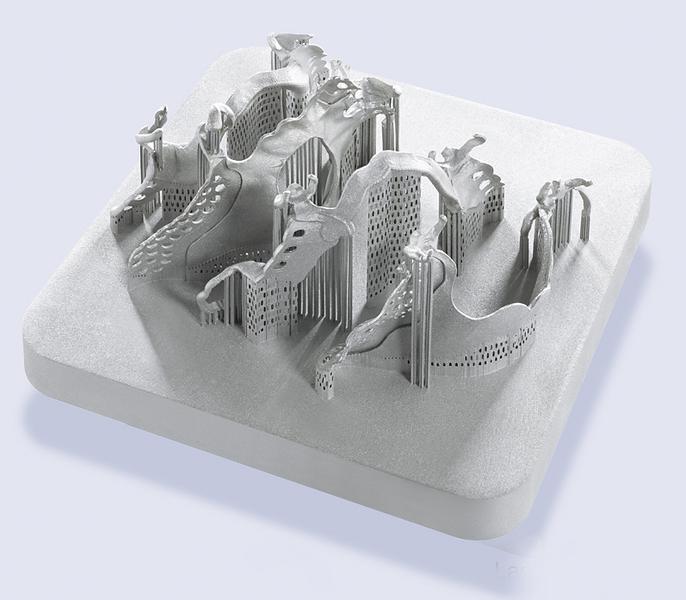
- Трехмерная печать моделей со сложной геометрией.
- Производство аэрокосмических деталей.
- Изготовление и разработка деталей для автомобилей, тюнинга и пр.
Некоторые владельцы SLS-принтеров успешно задействуют их в дизайне, архитектуре и строительстве.

Особенности и преимущества SLS-технологии
Особенность селективного лазерного спекания состоит в отсутствии материала поддержки при построении геометрически сложных моделей. Роль поддерживающей структуры играет порошок, который не был подвержен воздействию луча лазера.

Широкий спектр используемых материалов позволяет компаниям, внедрившим SLS-технологию в производство, изготавливать модели любой сложности.
Отсутствие поддержек дает возможность воспроизводить сложнейшую геометрию готовых моделей, которой невозможно добиться, используя традиционные методы трехмерной печати. Помимо этого, сводится к минимуму риск повреждения напечатанного изделия. Таким образом, существенно экономится время на сборку и финансовые вложения на закупку материалов.
Еще одним весомым преимуществом, которое дает SLS-технология, считается большой объем камер построения. Повышенная вместимость позволяет печатать крупногабаритные модели или небольшую партию деталей.
Обратите внимание! Максимальный размер камеры построения в SLS-принтере составляет 1 метр.
С помощью селективного метода лазерного спекания достигается высокая скорость печати. Из-за того, что частицы материала расплавляются не полностью, SLS-принтеры обладают большей производительностью, чем другие принтеры, печатающие на порошках.

Готовые изделия, созданные по технологии SLS, обладают отличными механическими характеристиками: модели отличаются повышенной гибкостью, прочностью, детализацией и устойчивостью к воздействиям температур.

Если у пользователя стоит задача изготовить долговечные пластиковые модели, то использование SLS-технологии станет лучшим выбором.
В плане прочности готовых деталей селективное лазерное спекание вполне достойно конкурирует с классическими производственными методами, такими как литье под давлением.

Несмотря на несомненные преимущества, у SLS-технологии есть небольшие недостатки:
- Готовые продукты требуют постобработки. Все дело в пористой структуре и шероховатой поверхности моделей.
- Для эксплуатации принтеров требуются особые условия в помещении. Например, такое устройство нельзя устанавливать в жилых помещениях без фильтрации при кондиционировании воздуха. Все дело в том, что порошок токсичен.
- Необходимость первоначальных инвестиций. Сэкономить не получится: дорого стоит как само устройство, так и расходные материалы.
Поговорим о материалах, которые применяются в SLS-печати.
Материалы для SLS-печати полиамидом

В список доступных материалов входят специальные однокомпонентные порошки (например, TPE-порошок), термопласты либо порошковые смеси, скомпонованные из различных составляющих, например:
- полимеры: нейлон, полиамид, полистирол;
- сплавы и металлы: сплавы хрома, кобальта, титан, сталь и даже драгоценные металлы;
- керамика;
- стекло;
- стекловолокно;
- углеродные волокна;
- композитные материалы;
- песчаные смеси и пр.
Благодаря широкому спектру используемых материалов для печати технология SLS может применяться в самых разных сферах.
Характеристики SLS-печати
В SLS-печати практически все параметры рабочего процесса задаются производителем устройства. Подробнее о характеристиках технологии рассказываем в следующих подкастах.
Параметры принтера
Высота слоя в большинстве устройств стандартна: от 100 до 120 мкм. В некоторых принтерах толщина слоя может варьироваться от 50 до 150 микрон.
При печати по SLS-технологии следует максимально использовать область печати: независимо от того, какое количество деталей находится в рабочей области, при одинаковой общей высоте процесс займет одинаковое время.

Дело в том, что повторное покрытие изделия определяет итоговое время работы. Лазерное сканирование и дальнейшее спекание осуществляются очень быстро, но принтеру приходится многократно проходить все слои.
Не стоит забывать и о затратах времени на перезаправку бункера порошком, так как в рабочую камеру высыпается стандартное количество материала независимо от размера печатаемых изделий.
Спекаемость слоев
Технология SLS позволяет добиться превосходной прочности спекания слоев. Изготовленные таким методом прототипы имеют практически изотропные механические характеристики.

Распечатанные модели обладают отличной прочностью и упругостью, но их удлинение при разрыве существенно ниже из-за внутренней пористости (около 30 %).
Усадка и деформация
Изделия, созданные по SLS-методу, подвержены усадке и деформации. Дело в том, что размеры слоя уменьшаются при остывании, и в готовом слое скапливается внутреннее напряжение. Из-за этого нижний слой вытягивается вверх, а изделие может деформироваться.
Обратите внимание! Усадка от 3 до 3,5 % считается допустимой для SLS-печати. Принимайте ее во внимание во время разработки трехмерной модели.
Чем масштабнее плоская поверхность, тем больше она склонна к деформации. На наш взгляд, лучшим способом уменьшить деформацию является сведение к минимуму толщины плоских участков модели и добавление вырезов в деталь, если это позволяет геометрия объекта.
Чрезмерное спекание
Если чрезмерное тепло вокруг контура изготавливаемой модели расплавляет еще не спеченный порошок, случается чрезмерное спекание. В результате может быть потеряна детализация на прорезях и отверстиях.
Удаление порошка
Для удаления неспеченного порошка из готовой модели потребуется вырезать выпускные отверстия.
Важно! Рекомендуем добавить в прототип хотя бы два выпускных отверстия, диаметр которых должен быть не меньше 5 мм.
Если требуется напечатать изделие повышенной жесткости, следует печатать модели сплошными. В этом случае можно изготовить полую деталь без выходных отверстий, чтобы плотно утрамбовать порошок, увеличив массу изделия, и обеспечить дополнительную поддержку при повышении механических нагрузок.

Кроме того, можно добавить сотовую структуру, чтобы повысить жесткость модели и свести к минимуму вероятность деформации.
Примеры компактных моделей 3D-принтеров SLS: коротко о Sinterit Lisa и Lisa PRO
Компактные принтеры Sinterit Lisa и Lisa PRO работают по технологии лазерного спекания, позволяя печатать несколько изделий одновременно. Размер модели Lisa (620 × 400 × 660 мм) позволяет использовать устройство в небольших помещениях.

- Программное обеспечение PA12 smooth, flexa Black
- Вес, кг 41
- Лазер IR 5Вт
- Максимальная потребительская мощность 1,6 кВт
- Максимальный размер заготовки PA12: 90х110х130 мм, flexa Black: 110х130х150 мм
- Минимальная толщина стенки 0,4 мм
- Печать SLS
- Потребляемая мощность 0,9 кВт
- Температура в камере 105 °C
- Температура печатного стола 190 °C
- Точность по осям X, Y, мм 0,1
- Область рабочей камеры 150 х 200 х 150 мм
- Скорость 15 мм / час
- Толщина слоя от 75 мкм
- Интерфейсы Wi-Fi
Полученные в процессе трехмерной печати модели практически сразу после завершения процесса готовы к эксплуатации. Этот компактный 3D-принтер отлично подойдет для мелкосерийной печати, разработки дизайнерских, архитектурных моделей или для работы на некрупных производствах.

В качестве материала Sinterit Lisa использует РА12.
В комплекте с принтером поставляется лицензионное программное обеспечение — Sinterit Studio 2016.
Связь компьютера с устройством осуществляется посредством Wi-Fi соединения. Sinterit lisa поддерживает файлы следующих типов: STL, OBJ, 3DS, FBX.
Lisa Pro отличается от предыдущей модели увеличенной камерой печати и функцией подачи инертного газа. Обновленный принтер позволяет печатать крупногабаритные модели, размер которых может доходить до 32 см. В модели увеличена область печати и улучшено управление температурным режимом: есть возможность регулировать температуру и подогрев платформы и камеры.

Тем не менее главной целью производителя по-прежнему является предложение пользователям доступных, надежных и простых в эксплуатации устройств с SLS-технологией печати.

3D-принтер Sinterit Lisa Pro станет полезным инструментом в следующих сферах:
- автомобилестроение;
- робототехника;
- производство пластмассовых изделий;
- дизайн и пр.
С помощью Lisa Pro могут быть изготовлены как функциональные детали, так и различные прототипы.

- Размеры, мм 690 x 500 x 880
- Вес, кг 90
- Загрузка материалов PA11;PA12 Smooth;Flexa
- Камера Встроенная
- Лазер IR 5Вт
- Минимальная толщина стенки 0,4 мм
- Печать SLS
- Поддерживаемое программное обеспечение Sinterit Studio 2018
- Потребляемая мощность 1,8 кВт
- Температура в камере 192°C
- Точность печати XY: 50 мкм
- Область рабочей камеры 150 x 200 x 260 мм
- Толщина слоя от 75 мкм
- Дисплей 7" цветной
- Интерфейсы Wifi, Usb
Обобщая вышесказанное, выделим основные плюсы и недостатки технологии селективного лазерного спекания:
- Изготовленные модели обладают отличными механическими свойствами.
- Технология не требует поддержки, позволяя печатать даже изделия со сложной геометрией.
- Технологические возможности SLS-принтеров подходят для производства и могут применяться в сфере промышленности.
- Детали, изготовленные по методу SLS, обладают шероховатой и зернистой поверхностью, а также внутренней пористостью. Из-за этого может потребоваться дополнительная постобработка, позволяющая добиться идеальной гладкости либо водонепроницаемости.
- SLS-принтеры не могут создавать крупногабаритные плоские поверхности и маленькие отверстия из-за того, что они подвержены усадке и деформации.
- Допускается усадка от 3 до 3,5 %.
- Для таких устройств выдвигаются особые требования к помещению и условиям эксплуатации.
- Стоимость устройств начинается от 1 000 000 рублей.
- Стоимость расходных материалов достаточно высока. Например, двухкилограммовая упаковка полиамида Sinterit PA12 Smooth Print Ready Powder стоит около 17 000 рублей.





Оставить комментарий