Как избежать усадки PLA-пластика при печати?
Пластик PLA – один из самых популярных материалов, которые на сегодняшний день используются в 3D-печати. Этот филамент удобен в использовании, не обладает резким запахом, не токсичен и производится из возобновляемых ресурсов. Благодаря его техническим характеристикам, им можно напечатать объемные 3D-модели разного типа, но только при условии соблюдения технологических нюансов. В противном случае изделие может деформироваться, а пластик дать усадку.
- Причины деформации моделей из PLA
- Почему происходит усадка PLA-пластика?
- Как избежать усадки?
- Ошибки печати и способы их избежать
Причины деформации моделей из PLA
Пластик PLA представляет собой полимолочную кислоту, то есть термопластичный полиэфир, добываемый из кукурузного крахмала, корней тапиоки или сахарного тростника. Этот материал широко распространен в производстве, в том числе и пищевом. PLA-пластик имеет сравнительно низкую температуру плавления – всего 80 °С, поэтому при производстве филамента в материал добавляются другие пластмассы, которые делают его полностью пригодным для использования в 3D-принтерах.
PLA-пластик отличается минимальными параметрами усадки, нить, сделанная из этого полимера, отличается более высокой жесткостью, меньше подлежит износу, а модели, напечатанные этим филаментом, имеют более гладкую и красивую поверхность.
Повышенные твердость и жесткость делают материал довольно хрупким. Поэтому PLA не подойдет для печати тех деталей, которые в процессе использования будут подвержены серьезному механическому воздействию.
Также PLA не подойдет для использования в условиях повышенных температур – из-за низкой температуры плавления уже после 70 °С изделие потеряет жесткость, даст усадку и деформируется.
Также усадка может произойти непосредственно в процессе печати изделия из-за разницы температурного режима внутри изделия и на его поверхности. Резкий перепад приведет к поднятию краев модели и деформированию всего изделия.
Эффект усадки может быть вызван чрезмерным свободным пространством печатного бокса. Проблема возникает в том случае, если мощности стола не хватает для того, чтобы в достаточной мере разогреть пространство термобокса по всему объему печатающейся модели.
Усадка может произойти из-за недостаточно хорошей адгезии детали к поверхности рабочего стола. Если сцепления недостаточно, внутреннее напряжение (усадка) будет преодолевать его силы, и изделие потеряет форму.
Усадка PLA-пластика также может произойти из-за низкого показателя спекаемости слоев. Если сила внутреннего напряжения превысит силу спекания слоев, произойдет разрыв, и на поверхности модели появятся трещины.
Помешать процессу 3D-печати также может недобросовестность производителя филамента. Из-за эффекта ликвации, то есть неоднородности химического состава, образуемого в ходе кристаллизации, модель не потеряет внешней привлекательности, но ее итоговые эксплуатационные характеристики заметно упадут. Чаще всего химическая неоднородность встречается в тех случаях, когда производитель не контролирует чистоту формулы пластика.

Почему происходит усадка PLA-пластика?
Усадка – свойство полимерного материала уменьшаться в объемах в ходе процесса затвердевания. Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати.
ВАЖНО! Как правило, качественные материалы имеют показатель усадки не более 0,5 %, некачественные – до 4–5 %.
Стоит отметить, что усадке в большей степени подвержены первые слои изделия, так как именно эта зона подвержена постоянному нагреву за счет энергии, передаваемой столом принтера, и соответствующей разницы между температурами последующих слоев.
Как избежать усадки?

Для того чтобы избежать усадки и деформации модели из PLA-пластика, рекомендуется следовать перечисленным ниже правилам.
- Повысить адгезию. То, насколько прочно первые слои модели будут закреплены на рабочей поверхности, напрямую зависит итоговое качество изделия. Адгезия может быть повышена за счет смены материала рабочего стола – бывают поверхности из алюминия, стекла, базальта, титана и др. Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос.
- Уменьшить деформацию может также снижения скорости печати. Это увеличит временные затраты, но приведет к равномерному охлаждению слоев, что снизит вероятность чрезмерной усадки материала. Это правило крайне важно для печати с использованием PLA-пластика из-за того, что полилактид отличается длительностью остывания, и нижние слои могут деформироваться под давлением слоев, нанесенных сверху, в случае непрохождения ими точки стеклования.
- Для того чтобы избежать усадки, необходимо избавиться от возможных сквозняков. В случае их возникновения деталь будет охлаждаться неравномерно, и усадка будет происходить с разной скоростью, что приведет к перекосу модели. Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры
- Уменьшите температуру печати. Оптимальным является выставление температуры, которая лишь немного превышает температуру стеклования используемого пластика. В этом случае экструзия будет происходить правильно, и слои будут быстро сплавляться между собой. Избыточная температура приводит к увеличению времени остывания, а значит – вероятности чрезмерной усадки изделия.
- Уменьшите плотность печати. Оптимальным является выбор печати модели, которая внутри будет заполнена сеткой или сотами из пластиковых нитей. Этот вариант наиболее выгоден, так как в этом случае не только уменьшается расход материала, но и снижается вероятность деформации за счет достаточной жесткости конструкции и сравнительно меньшим объемом пластика в верхних слоях, что минимизирует создаваемое давление.

Ошибки печати и способы их избежать
При печати PLA-пластиком могут возникнуть ошибки, которые в итоге приведут к усадке готовой модели.
Самыми распространенными являются:
- Недостаточная адгезия первого слоя изделия. Если этот показатель недостаточен – модель может сместиться за счет отлипания первых слоев от поверхности нагревательного стола. Чтобы решить проблему, можно увеличить температуру нагрева платформы или покрыть стол специальным составом или пленкой, которые механически повысят адгезию. Хорошо зарекомендовала себя полиамидная пленка, аэрозольный клей, суспензия из PLA и растворителя, а также обычный лак для волос и клеевой карандаш. Также рекомендуется на этапе разработки 3D-модели увеличить площадь контакта детали с поверхностью, добавив в нее рафт – расширенный первый слой.
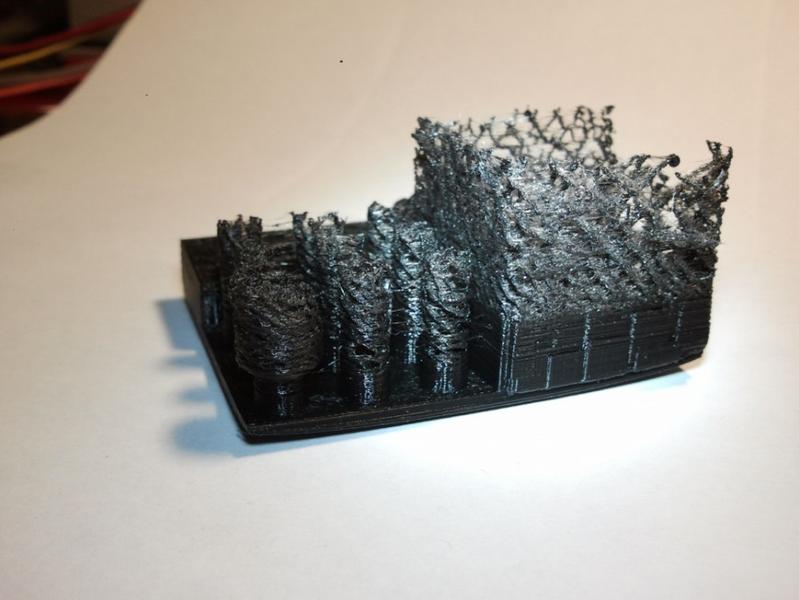
- Появление нитей, лохматости, паутины. Эффект возникает при несоответствии материала температурным настройкам принтера. Рекомендуется снизить температуру экструдера и использовать функцию ретракции – втягивания нити в обратном направлении в случае зависания головки экструдера.

- Деформирование изделия. Усадка в этом случае возникает из-за того, что напечатанные слои не успевают затвердеть и остыть в полной мере. Для того чтобы избежать такого явления, необходимо снизить скорость печати и уменьшить температуру нагрева пластика. Также рекомендуется настроить обдув изделия таким образом, чтоб подаваемый воздух не попадал на экструдер.
- Также избыточная усадка может возникать при выставлении неверных настроек толщины слоя и процента заполнения детали. При возникновении проблем рекомендуется изменить эти показатели в соответствии с требованиями производителя.
PLA-пластик – материал, широко использующийся в 3D-печати. Он удобен в использовании, а изделия, напечатанные этой нитью, отличаются высокими эксплуатационными характеристиками. Однако печать этим пластиком предполагает соблюдение ряда требований к температурному режиму и скорости печати. При несоблюдении этих правил изделие может деформироваться.


Оставить комментарий