Все тонкости использования восковых материалов и 3D-принтеров для печати изделий
Технология 3D-печати нашла свое применение в древнем искусстве литья. Объединение этих методик позволило создавать литьевые формы и модели из воска. Рассмотрим, какие принтеры, материалы и технологии используются для печати воском. Также приведем пошаговую инструкцию всех этапов восковой 3D-печати.
- Что такое восковой 3D-принтер и для чего используется?
- Технологии и материалы
- Печать воском на 3D-принтере своими руками
- Подготовка принтера
- Лучшие принтеры для печати воском
- Результат
Что такое восковой 3D-принтер и для чего используется?
Восковой 3D-принтер в основном используется для создания мастер-моделей. С их помощью создаются формы для литья. Готовые формы, в свою очередь, используются для печати стоматологических деталей для протезирования, создания ювелирных украшений и прототипов металлических запчастей для различной техники.
Технологии и материалы
Для 3D-печати воском современные принтеры используют одну из трех технологий: MJM, FDM, DoD.
В качестве филамента в восковом принтере не используется натуральный воск, а только специальный воскоподобный материал с низкой зольностью.
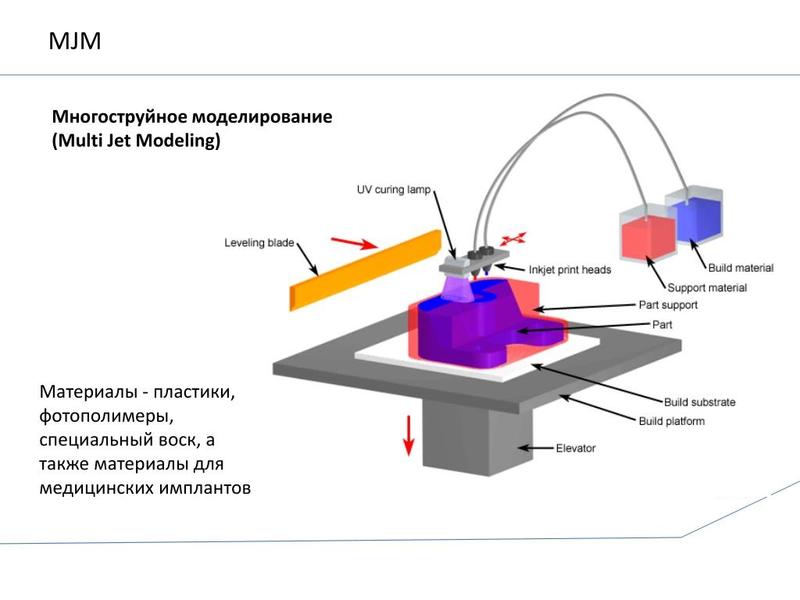
MJM
MJM (Multi Jet Modeling) — это технология многоструйной печати, запатентованная компанией 3D Systems. Ее основной особенностью является то, что для печати выступающих частей изделия используются поддерживающие опоры. После окончания процесса 3D-печати эти конструкции легко удаляются.
Печать на 3D-принтере, работающем по MJM-технологии, осуществляется в следующем порядке:
- Через сопла малого диаметра, расположенные рядами на печатающей головке, подается нагретый до температуры плавления материал.
- Головка перемещается в горизонтальной плоскости и наносит материал послойно на рабочую поверхность стола.
- Каждый слой застывает один за другим.
Для создания восковок по технологии многоструйной печати используют литьевой воск или полимер VisiJet.
В качестве примера оборудования, работающего по технологии MJM, можно привести 3D-принтер Projet MJP 2500IC. Это устройство используется для печати высококачественных восковых литейных моделей, которые далее применяются в машиностроении, сталелитейном производстве, строительстве и дизайне.
Основные технические характеристики модели:
- рабочая камера — 294 × 211 × 144 мм;
- скорость печати — 0,02 м3/ч;
- толщина слоя — от 42 мкм;
- рекомендуемые материалы — VisiJet M2 ICast, VisiJet IC SUW.
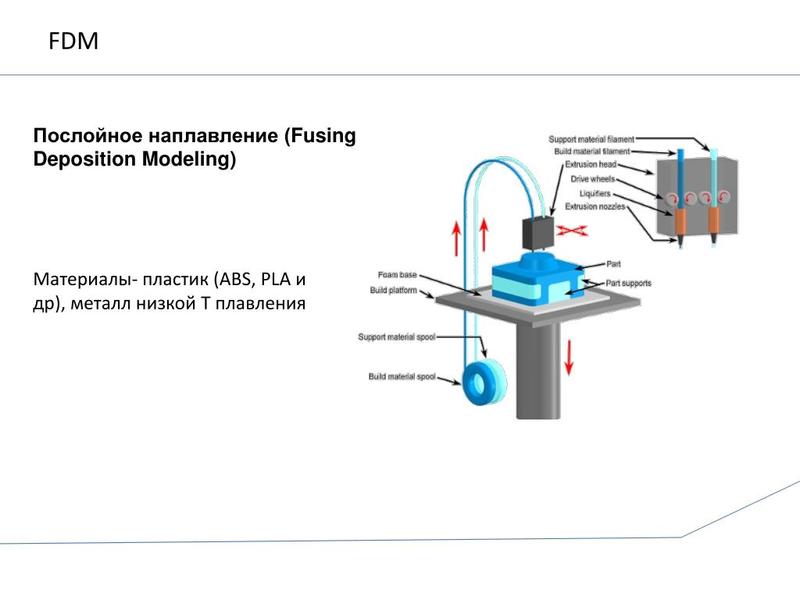
FDM
Это технология послойного наплавления пластика. Но в восковых принтерах вместо пластика используется тугоплавкий литейный воск или воскоподобный пластик, такой как WAX 3D. Важной особенностью FDM-технологии является возможность формировать модели с точностью до 0,05 мм всего за несколько часов.
Печать по FDM-технологии осуществляется в следующим образом: нагретый до температуры плавления филамент поступает в экструдер и укладывается слоями на печатную платформу в виде заданной трехмерной модели.
К одним из самых популярных представителей восковой FDM-печати относится 3D-принтер Picaso Designer X Pro. Он имеет два экструдера, которые позволяют печатать саму модель и опорную конструкцию из разных материалов. Наличие нескольких экструдеров помогает легко удалять поддержки при нагреве заготовки до определенной температуры.

- Операционные системы Windows XP и более старшие версии
- Страна производитель Россия
- Печать FDM
- Точность позиционирования XY - 11 мкм, Z - 1,25 мкм
- Область рабочей камеры 200 х 200 х 210 мм
- Скорость до 30 см3/ч
- Количество печатающих головок 2
- Толщина слоя от 50 мкм
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3
DoD
DoD (Drop on Demand) — это технология схожая с той, которая применяется в струйном принтере, но с отличием в виде фрезы. Это приспособление корректирует каждый слой филамента перед нанесением следующего.
Процесс печати восковой модели по технологии DoD выглядит следующим образом:
- Расплавленный воскоподобный филамент подается на печатающую головку под давлением и выдавливается через микросопла.
- Слой заготовки и опоры наносится на рабочий стол.
- Фреза горизонтально срезает выступы, образовавшиеся на напечатанном слое.
- До конца печати процесс повторяется поочередно — наносится слой воска и убираются выступы необходимое количество раз.

В качестве примера оборудования, работающего по технологии DOD, можно привести 3D-принтер SolidScape S390. Устройство наиболее популярно в ювелирном деле. Так как оно способно печатать детали сложной формы с высоким разрешением и детализацией. А также очень полезной особенностью принтера является автоматическое создание растворимых поддерживающих конструкций. Их не требуется дополнительно прорисовывать в специализированной программе, а затем удалять вручную.
Основные технические характеристики модели:
- рабочая камера — 152,4 × 152,4 × 101,6 мм;
- точность печати — 0,025 мм;
- толщина слоя — от 6,35 мкм;
- рекомендуемые материалы — 3D-печатный воск для создания моделей (Solidscape 3Z Model) и для печати опорных конструкций (Solidscape 3Z Support).
- Область рабочей камеры 152.4 x 152.4 x 101.6 мм
- Толщина слоя от 25,4 мкм
- Область применения Ювелирное дело
Печать воском на 3D-принтере своими руками
Печать изделий из воска на 3D-принтере выполняется в пять этапов:
- Предпечатная подготовка ПО устройства.
- Правильная заправка восковой нити.
- Настройка температуры сопла и стола. Выставление скорости, правильного расстояния от сопла до стола, периметров, толщины дна, крышки, углов, мостов и процента заполнения изделия. Регулирование параметров адгезии заготовки со столом.
- Создание поддержек.
- Непосредственно печать изделия. Его охлаждение и удаление всех опор.
Рассмотрим каждый этап более подробно.
Подготовка принтера
Перед использованием воска в качестве филамента 3D-принтер следует подготовить особым образом. Это связано с тем, что по умолчанию прошивка устройства не позволяет печатать при температуре ниже 170 °С, а для использования воска требуются более низкие температуры — от 100 до 130 °С.
Обойти заводскую прошивку принтера можно, используя один из двух способов:
- Внести в стартовый G-code команду «M302 S**». Вместо звездочек в команду следует внести необходимую температуру печати, но она должна быть не менее 80 °С. Изменить G-code можно в настройках слайсера.
- Загрузить в принтер собственную прошивку. Для этого следует выполнить следующие действия:
- Скачать прошивку для своей модели принтера на компьютер и установить интегрированную среду Arduino IDE.
- Файл с прошивкой необходимо открыть и на вкладке Configuration.h найти строку #define EXTRUDE_MINTEMP 170. Где 170 — это температура по умолчанию. Вместо нее нужно внести подходящее для восковой печати значение.
- Прошивочный файл следует сохранить. Для этого выполняем команду «Экспорт бинарного файла» на панели управления. В папке с оригинальной прошивкой появляется измененный файл с конечной приставкой mega.hex.
- Обновленный файл прошивки заливаем в принтер через специализированное ПО для конкретного принтера (например, Cura, Pronterface и т. п.). Для этого подключаем 3D-принтер к компьютеру, в меню «Управление принтером» выбираем пункт «Залить собственную прошивку» и указываем путь к файлу с приставкой mega.hex на накопителе.
- После успешной установки прошивки принтер готов для печати воском.
Заправка нити
Заправить восковую нить перед началом печати можно двумя способами:
- Разогреть сопло до 180–220 °С, в этот момент заправить филамент и снизить температуру до требуемой при работе с воском — от 100 до 130 °С.
- На подключенном к принтеру компьютере открываем ПО для устройства и задаем нагрев сопла до температуры 180–220 °С. После сразу же снижаем величину до 100–130 °С и пока сопло не успело остыть, заправляем восковую нить.
Внимание! В процессе заправки нити вышеописанным способом она может превращаться в жидкость и течь из сопла. Поэтому ее нужно постоянно подавать до тех пор, пока температура сопла не опустится до рабочей.
Настройка параметров печати
Настройка параметров печати должна осуществляться индивидуально для конкретного 3D-принтера.
Температура сопла
Наиболее оптимальным будет показатель в диапазоне от 100 до 105 °С.
Температура стола
Первый слой изделия должен обязательно печататься на столе, подогретом до 100 °С.
Последующие слои следует наносить на первый, снизив температуру стола до 50 °С. В этом случае заготовка легко отделится от рабочей поверхности после печати. Если поднять температуру поверхности выше 50 °С, то деталь будет хуже отделяться от стола.
Расстояние от сопла до стола
Сопло должно находиться почти вплотную к столу. Это позволит избежать перекосов при печати заготовки. Рекомендуемое значение расстояния – 0,15 мм. Установить его можно, изменив параметр Z-offset на значение – 0,15 мм.
Адгезия, юбка, кайма
При сильной адгезии и трудностях снятия изделий с рабочей поверхности рекомендуется использовать юбку для крупных и средних по размеру деталей, а также кайму для мелких заготовок.
В качестве юбки и каймы может выступать обыкновенная фольга. На разогретый стол наклеивается фольга при помощи клея карандаша. При помощи ткани фольгированный материал полностью разглаживается от всех пузырей.
В итоге изделие имеет гладкую нижнюю поверхность без дефектов и легко снимается с рабочего стола.
Периметры, дно, крышка и заполнение
Восковые заготовки имеют короткий цикл жизни от создания до выплавки из формы. Поэтому важно, чтобы в процессе печати и эксплуатации они не теряли свой первоначальный вид. Сохранить правильную геометрию поможет правильное определение допустимого процента внутреннего заполнения, расчет толщины дна, крышки и периметров.
Опытным путем было выявлено, что при печати изделия из воска оптимально выбирать следующие значения величин:
- внутреннее заполнение — от 15 до 20 % (для деталей со сложной геометрией), более 20 % (для деталей со стандартной геометрией);
- дно и крышка — толщина стенок от 0,6 мм;
- периметры — толщина от 2 периметров (при диаметре сопла 0,4 мм).
Скорость
Скорость печати будет зависеть от конкретной модели принтера и от сложности геометрии изделия.
Углы, мосты
Углы нависания рекомендуется делать в диапазоне от 5 до 55°. В этом случае удастся избежать брака печати.
Мосты, печатаемые из воска, всегда будут иметь небольшие провисания, какого бы размера они ни были. Поэтому такое явление не считается дефектом.
Поддержки
Поддержки при печати из воска бывают двух видов: обычные и древовидные. Первый вид опоры подойдет для простой заготовки без большого количества тонких деталей. Древовидные поддержки лучше использовать для сложно сконструированных изделий с большим количеством ступеней и переходов.
Оба вида восковых опор очень гибкие и легко снимаются без риска повредить основное изделие.
Лучшие принтеры для печати воском
3D-принтер Wanhao Duplicator i3 Mini (Di3mini)
Устройство осуществляет печать по FDM-технологии. Экструдер принтера нагревается максимум до 240 °С. Он имеет одно сопло, при помощи которого печатаются послойно восковые изделия. Встроенная система охлаждения позволит экструдеру не перегреваться и не перегревать филамент.

- Электропитание 100-240 V AC, 50/60 Гц, 1,0 А
- Максимальная температура экструдера 170-260 С
- Печать FDM
- Точность позиционирования XY: 0,012 мм, Z: 0,04 мм
- Область рабочей камеры 120х135х100 мм
- Скорость 10-70 мм/с
- Количество печатающих головок 1
- Толщина слоя от 100 мкм
- Диаметр сопла, мм 0,4
- Интерфейсы MicroSD, USB
3D-принтер Picaso Designer X
Принтер оснащен уникальной системой Flow Control, которая обеспечивает стабильную печать даже при обрыве филамента или засорении сопла. Это стало возможным благодаря всестороннему контролю работы экструдера, системы подачи филамента и за процессом нанесения первого слоя. Восковая печать выполняется по технологии FDM.
- Программное обеспечение Polygon X
- Количество экструдеров 1
- Печать FDM
- Подогреваемая платформа да
- Температура печатного стола 150 °С
- Температура экструдера 410 °С
- Область рабочей камеры 200 х 200 х 210 мм
- Скорость до 100 см3/ч
- Толщина слоя от 10
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3 (0,2-0,8)
3D-принтер Anycubic Photon S White
Бюджетный 3D-принтер работает по технологии фотополимеризации (LCD). Он создает модели из воска высокой детализации. Поверхности изделия получаются очень гладкими. Управлять процессом печати поможет отзывчивый сенсорный экран.
- Длина волны УФ 405 нм
- Источник света УФ-LED
- Печать LCD
- Разрешение печати 2560*1440
- Точность печати XY: 47 мкм, Z:1,25 мкм
- Область рабочей камеры 115х65х165 мм
- Скорость 20 мм/ч
- Толщина слоя от 25 мкм
- Дисплей 2,8" цветной TFT
3D-принтер Formlabs Form 3
Данное оборудование работает по технологии стереолитографии малой мощности (LFS). Для создания самых сложных восковок идеального качества предусмотрена линейная подсветка и настраиваемый резервуар. Благодаря высокой детализации изделий принтер используется для печати прототипов, макетов и моделей.

- Диаметр пятна лазера 85 мкм
- Длина волны лазера 405 нм
- Лазер 1х250 мВт
- Печать LFS
- Область рабочей камеры 145х145х185 мм
- Используемые материалы Фотополимер
- Толщина слоя от 25 мкм
- Дисплей Сенсорный 5.5" 1280 × 720
3D-принтер Hercules 2020
3D-принтер российского производства печатает очень крупные восковые изделия (объемом не более 8 л) по технологии FFF. Устройство печатает детализированные и очень гладкие модели без признаков послойного наложения.

- Материал корпуса Сталь
- Страна производитель Россия
- Количество экструдеров 1
- Максимальная температура платформы для печати 150°C
- Максимальная температура экструдера 410°C
- Печать FFF
- Скорость перемещения до 150 мм/с
- Скорость, точность позиционирования 0.125 микрон
- Область рабочей камеры 200х200х210 мм
- Количество печатающих головок 1
- Толщина слоя от 10 мкм
- Диаметр нити 1,75 мм
Результат
Печать изделий из воска на 3D-принтере имеет свои достоинства и недостатки.
Основным плюсом такой технологии печати является высокое качество печати. Изделие получается ровное, без шероховатостей и следов от опор благодаря гибкости материала.
Отпечатанные заготовки из воска многие пытаются использовать повторно, просто переплавляя их и снова заправляя в принтер. Однако производители восковых филаментов не рекомендуют этого делать. Так как материал становится более хрупким, и восковки производятся более худшего качества.
В литейной промышленности и ювелирных мастерских использование 3D-принтеров для печати воском очень востребовано. Так как оно позволяет сэкономить время, которое тратится на долгое и трудоемкое изготовление вручную мастер-моделей для литья металлов.









Оставить комментарий